Что такое 1 й критический угол это угол призмы наклонного пэп
Голландский астроном и математик Уилброд ван Ройен Снелл (Willebrod van Roijen Snell з 1621 г. вывел уравнение для описания прохождения света через различные материалы. Отношение выглядит следующим образом:
Следовательно, из приведенной выше формулы выводится следующая:

3.1.5. Внутреннее отражение
Когда свет проходит из одного материала в другой с отличающейся плотностью, часть падающего света отражается. Этот эффект более заметен, когда свет проходит из среды с высокой плотностью в среду с меньшей плотностью. Точное количество отражаемого света зависит от степени изменения показателя преломления и от угла падения.
С возрастанием угла падения угол преломления возрастает в большей степени. При определенном угле падения (θС) угол преломления луча достигает 90° (то есть преломленный луч движется параллельно границе сред). Этот угол называется «критическим углом». Лучи, у которых угол падения превышает критический, претерпевают полное внутреннее отражение. Теоретически при полном внутреннем отражении отражается 100% световой энергии, но на практике отражается около 99,9% падающих лучей. Это показано на рис. 3.6.

Рис. 3.6. Критический угол
Критический угол (θС) определяется по формуле:
При полном внутреннем отражении угол падения равен углу отражения.
3.1.6. Внешнее отражение
При прохождении света через среду и столкновении его с границей более плотной среды с углом больше критического имеет место тот же эффект, что и при внутреннем отражении, но в меньшей степени. Это явление называют внешним отражением. Полное внешнее отражение, имеет место лишь при угле падения 90°.
Наклонное падение ультразвуковой волны на границу раздела двух сред. Определение первого критического угла




![]()
![]()
При контроле сварных швов применяются, как правило, наклонные пьезоэлектрические преобразователи с вводом ультразвуковой волны под некоторым углом к нормали.
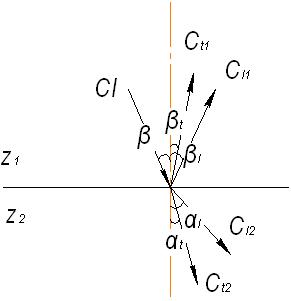
В общем случае, при падении продольной волны под углом β к границе раздела двух твердых сред, могут происходить три явления: отражение, преломление, трансформация (расщипление) этой волны.
Отражением называют изменение направления ультразвуковой волны на границе раздела, при котором волна не переходит в другую среду.
Преломлениемназывают изменение направления ультразвуковой волны на границе раздела, при котором волна переходит в другую среду под углом, отличным от первоначального угла падения.
Трансформацией называют преобразование волн одного типа в волны другого типа, происходящее на границе раздела двух сред.
 Оргстекло-сталь
Оргстекло-сталь
Cl – падающая продольная волна
Cl1 – отраженная продольная волна
Ct1 – отраженная поперечная волна, образовавшаяся в результате трансформации волн
Cl2 – преломленная продольная волна
Ct2 – преломленная поперечная волна, образовавшаяся в результате трансформации волн
Углы β с соответствующими индексами означают углы падения и отражения(в дальнейшем- угол призмы), α с соответствующими индексами означают углы преломления (угол ввода).
Таким образом, возникает две преломленные и две отраженные волны. Углы преломления и отражения зависят от скоростей соответствующих волн в данных средах. Эту зависимость называют законом Снеллиуса:
По мере увеличения угла падения β начиная с некоторого его значения, продольная волна Cl2 начинает «скользить» по границе раздела двух сред. Этот угол называется первым критическим углом βкр1
Углы, при которых исчезают те или иные типы волн в процессе преломления или отражения называют критическими.
Первый критический угол наступает тогда, когда во второй среде остается поперечная волна
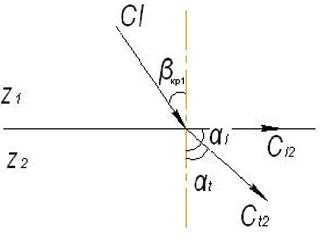
Для границы раздела оргстекло-сталь βкр1≈ 27 0
При дальнейшем увеличении угла β наступает момент, когда исчезает преломленная поперечная волна во второй среде, которая начинает скользить по границе раздела двух сред.
Этот угол называется вторым критическим углом βкр2.
Его можно подсчитать из соотношения:
Для материалов оргстекло-сталь βкр = 58 0
При углах падения меньше, чем второй критический угол во второй среде возникает только поперечная волна. Угол призмы наклонных ПЭП выбирают только в интервале между двумя найденными критическими значениями:
Ультразвуковой контроль – самый универсальный метод НК

Для чего проводят ультразвуковой контроль
В силу всех этих факторов ультразвуковой контроль всё чаще противопоставляют радиографическому. В пользу первого говорит ещё и то, что он безвреден для человеческого здоровья. Приборы для УЗК хороши своей портативностью, удобство работы в полевых условиях, большим многообразием датчиков, призм, сканеров и прочих принадлежностей для самых разных задач дефектоскопии.
Ультразвуковой контроль сварных соединений: последовательность действий
5) расшифровку данных, оформление заключения. Обычно дефекты классифицируются на допустимые и недопустимые по амплитуде, протяжённые и непротяжённые, поперечные, в корне и в сечении шва. Формат заключения/протокола/акта по результатам УЗК утверждается в нормативно-технической документации на контроль и согласовывается с заказчиком. Запись дефектов осуществляется с использованием условных обозначений, указанием глубины залегания, координат относительно начала отсчёта, амплитуды, протяжённости и пр. Чтобы упростить выборку дефекта и ремонт ОК, рекомендуется указывать начальные и конечные координаты каждого дефекта. В зависимости от того, какие дефекты обнаружены и какими параметрами они обладают, объект контроля относят к категории «годен», «ремонтировать» или «вырезать».

На каких объектах практикуется ультразвуковой контроль
Виды ультразвукового контроля
Заканчивая этот блок, нельзя не сказать и об ультразвуковой толщинометрии (УЗТ). Измерение толщины металла – один из ключевых способов коррозионного мониторинга. По результатам УЗТ можно судить об остаточном ресурсе конструкции (механизма, оборудования и пр.).
Как и в ультразвуковом контроле, принцип построен на использовании импульсов, которые излучает преобразователь. Прибор измеряет скорость, за которую они проходят через стенку. Если конкретнее, то известно 3 основных режима:
1) однократного эхо-сигнала. Измеряется время, которое проходит между начальным импульсом возбуждения и первым эхо-сигналом. Значение корректируется с учётом толщины протектора ПЭП, компенсации степени изнашивания и слоя контактной среды;
2) однократного эхо-сигнала линии задержки. Измеряется время от конца линии задержки до первого донного эхо-сигнала;
3) многократных эхо-сигналов. Измеряется время прохождения между донными эхо-сигналами.
Дефектоскопы и другое оборудование для ультразвукового метода контроля


Помимо этого, в УЗК активно применяются различные призмы, координатные устройства и сканеры. Для настройки и калибровки не обойтись без стандартных образцов (СОП, СО) и настроечных мер. Для улучшения акустического контакта на поверхность объекта предварительно наносят контактную жидкость/гель.
Для проведения УЗТ требуется толщиномер. Такой прибор технически проще, компактнее, дешевле классического дефектоскопа.
Обучение и аттестация специалистов по ультразвуковому методу контроля
По завершении обучения необходимо сдать квалификационный экзамен, состоящий из теоретической и практической части.
Разумеется, в каждом учебном центре есть своя библиотека методической и образовательной литературы. Дополнительно к этому можно почитать «классику» учебников по УЗК – труды И.Н. Ермолова, В.Г. Щербинского, В.В. Клюева, А.Х. Вопилкина и др. Посмотреть информацию об изданиях можно в специальном разделе «Библиофонд» онлайн-библиотеки «Архиус».
Для тех, кто открыт для новых знаний и обмена опытом, на форуме «Дефектоскопист.ру» предусмотрен свой раздел. Начать рекомендуем с веток «Изучение УЗ-контроля» и «Обучение УЗК».
Использование наклонных ПЭП (пьезоэлектрический преобразователь) в ультразвуковой дефектоскопии
Наклонный пьезоэлектрический преобразователь (ПЭП)
ПЭП, состоящий из приемопередатчика упругих колебаний (пьезопластина) и призмы (линия задержки в виде клина), обеспечивающей ввод в контролируемое изделие ультразвукового (УЗ) луча под некоторым углом, является чрезвычайно важным для области УЗ неразрушающего контроля, обычно широко используемого в контроле сварных швов, а также для обнаружения трещин, ориентированных перпендикулярно к поверхности в металлических пластинах, трубах, заготовках, и поковках, а так же в механически обработанных деталях и в элементах конструкций. Эта статья является кратким обзором теории применения наклонных ПЭП в совокупности с некоторыми примечаниями и рекомендациями с целью помощи пользователям.
Применение наклонных ПЭП
Трещины и другие нарушения сплошности, перпендикулярные или несколько наклоненные к поверхности контролируемого образца обычно не выявляются при прямом вводе (угол ввода равен 0°) УЗ луча из-за их ориентации относительно последнего. Перпендикулярные трещины не способны отражать в направлении преобразователя достаточное количество звуковой энергии при прямом вводе УЗ луча, потому что луч падает на тонкий край, раскрытие которого намного меньше длины упругой волны. То же самое может быть сказано и о наклонных трещинах.
Эта ситуация может иметь место во многих типах сварных соединений, в металлических частях конструкций и в других ответственных составляющих промышленного производства. Наклонный ПЭП направляет пучок звуковой энергии (УЗ луч) в исследуемый образец под определенным, заранее выбранным углом. Перпендикулярная трещина в этом случае отразит звуковую энергию по направлению, которое определяется так называемым эффектом «угловой ловушки» (в отечественной терминологии – зеркальное отражение от прямого угла), что показано на иллюстрации ниже.

Звуковой луч, введенный в исследуемый объект под углом очень чувствителен к трещинам, перпендикулярным по отношению к задней грани объекта (первая зона контроля, в которой прозвучивание производится лучом, непосредственно вышедшим из ПЭП), а после отражения от задней грани – к трешинам, перпендикулярным по отношению к поверхности контакта (передняя грань) (вторая зона контроля, в которой прозвучивание производится лучом, однократно отраженным от задней грани). Чтобы обеспечить контроль изделий различной геометрической формы и выявление дефектов разных типов, используется большое множество углов вода УЗ колебаний и положений ПЭП по отношению к объекту контроля. Посредством ступенчатого изменения угла ввода можно подобрать наклонный ПЭП, который обеспечивает точный возврат на него отраженного сигнала.

beam index point – точка ввода УЗ луча
skip distance – «непрослушиваемая» зона
LEG 1 — первая зона контроля
LEG 2 — вторая зона контроля
V PATH – V-образная траектория
Принцип работы наклонных ПЭП — закон Снеллиуса, закон преломления
Звуковая энергия в области ультразвуковых частот обладает свойством высокой направленности и поэтому углы ввода, используемые для выявления дефектов могут быть четко определены (работают законы геометрической или лучевой акустики). А именно, при отражении звука от границы раздела сред угол отражения равен углу падения. Звуковой луч, падающий на поверхность перпендикулярно будет отражен строго по направлению падения. Луч, падающий на поверхность под углом, будет отражен под тем же углом.
Звуковая энергия, распространяющаяся из одного материала в другой меняет свое направление в соответствии с законом преломления Снеллиуса. Преломление представляет собой процесс изменения направления распространения звукового луча (или любой другой волны) при пересечении границы раздела двух сред, обладающих разными скоростями упругих волн. Луч, падающий на границу раздела в прямом направлении (угол падения равен 0°) не изменяет своего направления распространения, а луч, пересекающий границу под некоторым углом, изменит направление распространения в соответствии с формулой:
θ1 – угол падения в первом материале
θ2 – угол преломления во втором материале
V1 – скорость распространения звука в первом материале
V2 — скорость распространения звука во втором материале
Стандартные наклонные ПЭП в работе используют преобразование мод упругих волн и закон преломления Снелла для возбуждения в контролируемом объекте сдвиговой волны, распространяющейся под заданным углом (обычно 30°,45°, 60° или 70°). При увеличении угла падения продольной волны на границу раздела происходит увеличение части звуковой энергии, преобразующейся в сдвиговую (поперечную) волну во втором материале и, если угол падения будет достаточно велик (угол падения превышает первый критический угол), то вся энергия падающей продольной волны будет преобразована в сдвиговую волну.
Наклонные ПЭП, использующие явление преобразования мод упругих волн (превращение продольной волны в поперечную и обратно) позволяют пользователю получить двойной положительный эффект. Во-первых, передача энергии более эффективна при углах падения, обеспечивающих возбуждение сдвиговых волн в стали или подобных материалах. Во вторых, разрешающая способность (минимальный размер выявляемых дефектов) ПЭП повышается при использовании сдвиговых волн фиксированной частоты, длина которых составляет приблизительно 60% длины волны продольных колебаний и разрешающая способность увеличивается (минимальный размер выявляемых дефектов уменьшается) как только длина волны становится меньше.
Стандартные призмы изготавливаются механическим способом из единого куска пластика. Призмы Olympus (Panametrics-NDT) Accupath изготавливаютя из материала со сложной структурой, в котором частицы чистого пластика, обеспечивающего необходимую звукопроводность, окружены конструкционным материалом, который, в свою очередь, придает призме демпфирующие свойства и долговечность. Все это в совокупности улучшает отношение сигнал-шум и повышает износостойкость, по сравнению с призмами из монолитного куска пластика.

sound absorbent material – звукопоглощающий материал
axis – ось наклонного ПЭП, проходящая через точку выхода центрального УЗ луча из призмы
XDCR – собственно преобразователь
wedge – призма
soundpath – звуковой пучок (область распространения и направление УЗ колебаний)
longitudinal wave – падающая продольная волна
θi – угол падения
θrS – угол преломления сдвиговой (поперечной) волны
θrL — угол преломления продольной волны
refracted shear – преломленная сдвиговая волна
refracted longitudinal – преломленная продольная волна
Стандартный наклонный ПЭП
Все стандартные призмы обеспечивают ввод в контролируемое изделие сдвиговой (поперечной) упругой волны. Для некоторых специализированных случаев, призмы могут также разрабатываться для возбуждения продольных или поверхностных волн. Призмы продольных волн иногда используются для контроля крупнозернистых материалов чтобы минимизировать рассеяние звука, но при этом увеличение длины продольной волны вместе с уменьшением рассеяния звука приводит к уменьшению чувствительности к мелким нарушениям сплошности материала. Призмы поверхностной волны используются, как следует из названия, для обнаружения поверхностных дефектов.
Выбор наклонных ПЭП
Во многих случаях, контролер (дефектоскопист) направит свой выбор на специализированный тип наклонного ПЭП. Этот выбор обусловлен спецификой задачи, которую необходимо решить в процессе контроля (при этом составляется карта контроля или перечень контрольных процедур). Параметры, определяющие выбор исполнения наклонного ПЭП, включают в себя не только угол ввода, задаваемый призмой, но и рабочую частоту ПЭП и размер пъезоэлемента. Оптимальный угол ввода обусловлен, в основном, геометрией контролируемого объекта и ориентацией дефектов, которые должны быть выявлены.
Рабочая частота ПЭП определяет глубину прозвучивания и разрешающую способность к выявляемым дефектам. При увеличении частоты глубина прозвучивания уменьшается, но разрешающая способность к мелким дефектам возрастает. При понижении частоты глубина прозвучивания увеличивается, но при этом минимально выявляемый размер дефектов также растет. Аналогично, увеличение размеров пъезопластины может уменьшить время контроля за счет увеличения сканируемой зоны, но при этом амплитуда отраженного сигнала от мелких несплошностей будет уменьшаться. Уменьшение размеров пъезопластины приведет к увеличению амплитуды отраженного от мелкого дефекта сигнала, но увеличит время контроля за счет уменьшения зоны прозвучивания. Эти противоречивые факторы должны быть сбалансированы в каждом конкретном случае применения наклонных ПЭП.
Некоторые рекомендуемые углы ввода могут быть найдены в соотвнтствующих нормативных документах на контроль (ВСН-012, ОП 501 и т.д.). Перед началом контроля обычно необходимо провести проверку основных параметров наклонных ПЭП, таких как чувствительность, установка нуля, угол преломления, используя при этом стандартный образец СО-3 или другой подобный.
В случае отсутствия стандартной или нормированной методики контроля выбор наклонного ПЭП может быть проведен на основе практического исследования образца с заранее известными параметрами дефекта или образца с искусственно изготовленными дефектами. Соответствующие стандартные образцы позволят контролеру выбрать комбинацию пъезопластины и призмы (наклонный ПЭП), которая обеспечит наилучшие результаты при контроле.
Иногда для удобства используются интегральные ПЭП (пъезопластина и призма выполнены как одно целое). Использование ПЭП с пристегивающейся призмой или ПЭП с резьбовым присоединением призмы – это вопрос предпочтения дефектоскописта, не влияющий на функциональные характеристики ПЭП.
Контроль материалов отличных от стали
Если нет специальных требований, стандартные призмы от Olympus (Panametrics-NDT) и всех других поставщиков разрабатываются для возбуждения сдвиговых волн под определенным углом в стали со скоростью распространения порядка 3250 м\с. Поскольку угол преломления зависит от скорости звука в среде, то призмы, разработанные и рассчитанные для возбуждения упругих волн в стали, будут способствовать возбуждению волн с другими углами преломления для любых других материалов. Призмы, разработанные для использования по алюминию имеются в распоряжении как стандартный продукт. Для других материалов специальные призмы должны быть оговорены в технических требованиях заказчика.
Последовательно применяя простую формулу, основанную на законе Снелла, можно рассчитать угол преломления упругих волн, возбуждаемых стандартной призмой:
θ1 – номинальный угол призмы
θ2 – угол преломления в контролируемом материале
V1 – номинальная скорость распространения сдвиговых волн в стали (3250 м/с)
V2 — скорость распространения сдвиговых волн в контролируемом материале
В случае неметаллических материалов, в которых скорость звука очень сильно отличается от скорости звука в стали, таких как пластмасса (пластик) или керамика, преломленная волна может существовать в виде, отличном от сдвиговой волны. В пластмассах, имеющих маленькую скорость распространения звука, преломленная волна является продольной, и скорость продольной волны V2 должна быть использована в вычислении преломленного угла. В керамике, имеющей высокую скорость распространения звука, звуковая энергия может быть преобразована в поверхностную волну.
Профильные призмы
Профильные или изогнутые по радиусу (повторяющие форму контролируемого объекта) призмы рекомендуются для использования при контроля труб маленького диаметра и других объектов с изогнутой поверхностью, чтобы обеспечить надежный акустический контакт. Увеличение кривизны пропорционально уменьшает поверхность призмы, находящейся в контакте с контролируемым объектом, что, с одной стороны, уменьшает величину энергии акустической связи, а, с другой стороны, увеличивает отраженные шумы в контактном слое.
Профильные призмы могут быть представлены в четырех видах:

Axial Outside Diameter – профилирование по оси наружного диаметра
Circumferential Inside Diameter — профилирование по окружности внутреннего диаметра
Circumferential Outside Diameter — профилирование по окружности наружного диаметра
Axial Inside Diameter — профилирование по оси внутреннего диаметра
Руководство по ультразвуковому контролю сварных соединений рекомендует использование профильных призм всякий раз, когда зазор между призмой и поверхностью контролируемого объекта превышает 0,5 мм (приблизительно 0,020 дюйма). Согласно этому документу, профильные линзы могут быть использованы, когда радиус контролируемого объекта меньше геометрических величин, характеризующих площадь призмы (длина или ширина), деленных на четыре:
R 
Как используется ультразвуковая дефектоскопия
Ультразвуковая дефектоскопия – экономичный метод. Отличается оперативностью, безопасностью применения и наглядностью результатов. Использование сложного компьютеризированного оборудования не требует много времени и большого количества персонала.
.jpg) Ультразвуковая дефектоскопия относится к неразрушающим методам контроля.
Ультразвуковая дефектоскопия относится к неразрушающим методам контроля.
Суть ультразвукового метода
Впервые принцип дефектоскопии УЗ был предложен в 1928 г.: советский ученый Сергей Соколов показал, как обнаружить повреждения металла и других материалов через вариации энергии ультразвука. Соколов изобрел первый дефектоскоп, в котором применил ультразвуковые колебания для определения внутренних дефектов, трещин, посторонних включений и структуры материалов. В дальнейшем этот опыт подхватили ученые других стран, и метод получил распространение, став обязательным для многих отраслей промышленности.
Для анализа в материале при помощи дефектоскопа и преобразователей с пьезоэлементом создают высокочастотные колебания (свыше 20 кГц). Если изъянов нет – колебания не встречают препятствий и не имеют отражения. Если же присутствуют неоднородности (например, трещины, пустоты или другие включения), приемник зарегистрирует сигналы отражения от них.
Время распространения волны указывает на глубину расположения дефекта, а амплитуда отражения импульса – на размер неоднородности.
Свойства ультразвука и важность состояния диагностируемой поверхности
Ультразвук проверяет материал, не разрушая его структуры.
 Ультразвуковой контроль – один из основных в дефектоскопии.
Ультразвуковой контроль – один из основных в дефектоскопии.
При дефектоскопии учитывается длина колебаний – она прямо пропорциональна разрешающей способности и чувствительности и обратно пропорциональна энергии колебаний. Оптимальный показатель – 0,5-10 МГц.
Корректность результатов измерения зависит от состояния диагностируемой поверхности. Необходим свободный доступ ко всем измеряемым участкам для свободного прохождения волн ультразвука через объект. На поверхности не должно быть инородных тел (масла, смазки, грязи, ворсинок, брызг металла, сварочного флюса и т.д.)
Для подготовки поверхности необходимо:
Если на поверхности есть постороннее покрытие, которое невозможно удалить, нужно обеспечить полное прилипание к материалу.
Источники ультразвуковых волн
Во время анализа УЗ-колебания в объекте создают несколькими способами. Чаще с использованием пьезоэлектрического эффекта. Преобразователь создает ультразвуковое излучение, которое далее переводит электрические колебания в акустические. При переходе через измеряемую среду эти колебания оказываются на приемной пьезопластине преобразователя, а после снова становятся электрическими. Это фиксируют измерительные цепи. При этом пьезопластины могут выступать в роли только приемника или только излучателя, а также совмещать в себе функции того и другого.
 Пьезоэлемент является источником ультразвуковых волн.
Пьезоэлемент является источником ультразвуковых волн.
Критические углы
При выполнении ультразвукового контроля оператору нужно выбрать тип преобразователя, выполнить калибровку и настройку прибора на предполагаемые дефекты объекта. Критические углы падения (продольные и поперечные) необходимо учитывать в том случае, когда ультразвук проходит через твердые поверхности материалов.
Первый критический угол – это наименьший угол падения продольной волны, при котором преломленный луч не пересекает границу второй твердой среды. Например, для границы оргстекло-сталь он равен 27,5º.
Вторым критическим углом считают наименьший угол падения продольного луча, при котором преломление не проникает через границу во вторую твердую среду и при этом не обнаруживаются внутренние повреждения. Для оргстекла-стали он составляет 57,5º.
Третий критический угол – наименьший угол падения поперечного луча, при котором отсутствует отраженная продольная волна. Луч идет по поверхности объекта, не распознавая дефектов внутри него. Для пересечения границы сталь-воздух угол равен 33,3º.
Методы дефектоскопии ультразвуком
Выделяет 4 основных метода:
Сравнение и выбор лучшего
Выбор метода зависит от характеристик тестируемого материала, условий проведения (стационарные тесты или анализ в процессе работы) и выбирается индивидуально.
Возможности ультразвуковой диагностики
Метод УЗ позволяет:
Анализ применяется в промышленности:
Повышение точности результатов
Добиться точности, качества и достоверности результатов можно, влияя на:
Для каких объектов применимо
Метод УЗК используют на производствах нефти и газа, в отраслях крупной промышленности, в атомной энергетике и т.д. В металлургии, например, ультразвуковую дефектоскопию применяют при обработке литья и поковок. В авиастроении – для диагностики полимеров и композитов на наличие трещин, непроклеев и т.д.
 Ультразвуковую дефектоскопию применяют на производствах нефти и газа.
Ультразвуковую дефектоскопию применяют на производствах нефти и газа.
В металлургии контролю подвергают листовую сталь, которую широко используют при строительстве автодорожных и железнодорожных мостов, в гражданском и промышленном строительстве зданий и сооружений, требующих повышенной прочности и надежности.
В литейном производстве метод позволяет видеть в структуре черных и цветных металлов пустоты, пористость, включения и трещины. Также возможно измерить толщину изделия, например пустотелых отливок сложной формы, без нарушения его целостности в производстве автомобильных двигателей.
В строительстве для оценки состояния бетонных конструкций важно проверить фактическую прочность на соответствие проектным требованиям. Ведется проверка факторов, влияющих на эксплуатационные свойства бетона и арматуры. Метод УЗ дает возможность работы не только в лабораторных условиях, но и на строительной площадке.
При контроле сварных соединений и наплавок оборудования и трубопроводов атомных энергетических установок УЗ метод является единственным решением.
Это объясняется использованием нержавеющих, аустенитных крупнозернистых сталей в конструкциях атомных реакторов и резервуаров.
Для труб
Дефектоскопия применяется на магистральных и технологических трубопроводах. Благодаря этой процедуре небольшие дефекты и трещины на трубах, появляющиеся со временем естественным путем, не перерастают в проблемы, угрожающие безопасности и требующие вывода магистральных систем из рабочего состояния.
 Метод ультразвуковой дефектоскопии сварных швов применяется для трубопроводов.
Метод ультразвуковой дефектоскопии сварных швов применяется для трубопроводов.
Применение УЗ-дефектоскопии позволяет обнаружить такие повреждения труб:
Для свайных конструкций и рельсов
Диагностика сварных соединений незаменима для выявления трещин в подошве или головке рельс, для обнаружения дефектов стыка. Метод может применяться стационарно (на рельсосварочном предприятии) либо в полевых условиях. Для УЗК свай и сварочных швов используют дефектоскопы со специальными характеристиками – высокой устойчивостью к влажности, рабочей температурой до +35ºС (без образования влаги). При этом измерительные приборы нуждаются в постоянной защите от воздействий пыли.
 Ультразвуковая дефектоскопия остается актуальной для выявления трещин на рельсах.
Ультразвуковая дефектоскопия остается актуальной для выявления трещин на рельсах.
Диагностика свай – необходимый этап в строительстве, на котором проверяют и фиксируют прочность бетонного основания и плотность заливки буронабивных свай. Во время проверки приемник с излучателем устанавливают на нижней точке сваи, фиксируют полученные сигналы, потом датчик перемещают на следующую точку.
Ультразвуковой метод контроля сварных швов показывает изъяны с высокой точностью и при этом не нарушает целостность несущих конструкций.
Для прочих деталей
Дефектоскопии подвергают материал во время технических освидетельствований и обследований, металл проверяют на входе и выходе. Метод применяют для проверки промышленной безопасности сосудов под давлением, корпусов насосов, арматуры, теплообменников, печей и т.д.
Плюсы и минусы диагностики ультразвуком
Главным достоинством метода является то, что он относится к неразрушающему контролю. Исследуемый объект не выводится из эксплуатации, не подвергается разборке, взятию образцов, не требует других дорогостоящих действий.
Дефектоскопия позволяет предотвратить и своевременно устранить возможные разрушения сложных агрегатов и конструкций.
Другие преимущества УЗД:
Недостатки диагностики ультразвуком:
Необходимое оборудование для проведения дефектоскопии
Для ультразвуковой диагностики применяют дефектоскоп, преобразователь со встроенным пьезоэлементом (рассчитанным на излучение и/или прием ультразвуковых колебаний) и дополнительные приспособления.
УЗ-преобразователи бывают 3 типов:
Главная составляющая преобразователя – пьезоэлемент в форме прямоугольной пластины или диска. Толщина пьезоэлемента составляет половину длины излучаемых волн. В прямых и наклонных преобразователях пьезоэлемент выступает в качестве излучателя и приемника УЗ-колебаний одновременно.
Схема устройства дефектоскопа
Дефектоскоп – это электронный блок для преобразования и усиления эхо-сигналов при отражении от дефекта, создания зондирующих импульсов высокого напряжения и наглядного отображения амплитудно-временных характеристик эхо-сигналов.
Встроенный переключатель предусмотрен для непосредственного подключения усилителя к генератору радиоимпульсов или отключения от него (в зависимости от схемы работы). Автоматический сигнализатор фиксирует дефект звуковым или световым сигналом.
Аппарат может иметь дополнительные блоки, расширяющие функции устройства и упрощающие работу оператора. К ним относится блок временной регулировки чувствительности, создающий одинаковую амплитуду сигналов при обнаружении деформаций разных размеров. Это повышает точность измерений.
Примерная стоимость дефектоскопа и других инструментов
Диапазон цен на дефектоскопы широк – от 90 000 до 2 500 000 руб. Стоимость зависит от рабочих характеристик, марки и страны производителя, года выпуска. Различается цена стационарных (для исследований в лабораториях) и портативных (для полевых условий) моделей. Возможность подключения к ПК, объем встроенной памяти и совместимость с несколькими типами преобразователей также влияют на конечную стоимость. При выборе отталкиваться следует от планируемых задач и предположительной области применения.
По каким параметрам оценивается результат
Обнаруженный дефект оценивают по его условной протяженности, амплитуде звуковой волны, форме, длине и ширине.
 Результат оценивается по амплитуде звуковой волны.
Результат оценивается по амплитуде звуковой волны.
Минимально возможный (доступный для выявления) размер повреждения на материале определяет чувствительность УЗ-контроля.
Как обучают специалистов по ультразвуковой дефектоскопии
В соответствии с действующим законодательством, специалисты, работающие в сфере ультразвуковой дефектоскопии, проходят обязательное повышение квалификации с последующей аттестацией.
Она проводится с целью определения достаточной теоретической и практической подготовки сотрудников для выполнения одного и нескольких видов НК, умения на основании полученных результатов делать заключения об исследуемом объекте повышенной опасности в промышленности и строительстве.
Подготовкой и аттестацией специалистов занимаются специализированные научно-исследовательские центры. Они составляют учебные программы длительностью от 40 до 120 академических часов.
За это время изучают:
По окончании обучения сотрудники сдают экзамены, по итогам которых получают удостоверение утвержденного образца, где указывается квалификационный уровень – I, II или III. Специалисты I уровня обслуживают технику для неразрушающего контроля и составляют отчеты по итогам работ, II – занимаются работами на опасных объектах и дают заключения. Эксперты III уровня руководят процессом на всех стадиях его выполнения, им требуется дополнительное обучение по специально разработанным методикам.
Полученную квалификацию необходимо подтверждать каждые 3 года, сдавая при этом соответствующие экзамены.
Кратко о других методах дефектоскопии
Капиллярный (жидкостный) метод предполагает выявление дефектов на поверхности металлов. Перед диагностикой детали очищаются, чтобы краситель попадал беспрепятственно. На материал наносят пенетрант, удаляют избытки и вводят проявитель, который при специальном освещении обнаруживает разрушения поверхности. Жидкостный метод прост в исполнении, но требует предварительной тщательной очистки поверхности. Автоматизировать это невозможно.
Вихретоковый контроль показывает повреждения внутри металла и на его поверхности с помощью электромагнитного поля. Вихревые токи текут по-разному в материалах с дефектами и без них. Диагностика вихревым током проводится за секунды, но применима только к металлам. Такие испытания требуют высокой квалификации операторов. Метод используют в авиационной и ядерной промышленности.
Контроль магнитными частицами обнаруживает повреждения на поверхности либо чуть ниже (работа на глубине материала невозможна). На материал наносят сухие или влажные магнитные частицы – они притягиваются к инородному телу, обозначая его форму и размер. После завершения диагностики деталь размагничивается. Этот метод подходит только для работы с ферромагнитными материалами. Для исследования требуется полное размагничивание детали, что затрудняет автоматизацию процесса.



