Как работает 3D принтер: объяснение на простых примерах
3D-печать распространена повсеместно. Она позволяет создать что угодно — от прототипов всевозможных изделий, до функциональных частей реактивных двигателей самолетов и космических аппаратов, от канцелярских принадлежностей и автозапчастей, до шоколадок и сувениров.

Но, как именно работают 3D-принтеры, как они создают трехмерные объекты любой возможной формы — знают еще не все. Если вы хоть раз задавались этими вопросами, то перед вами — самое простое объяснение 3D-печати.
Общие принципы 3D-печати
Принцип 3D-печати по любой существующей технологии — создание объемных объектов из совокупности плоских слоев.
Цифровая модель изделия разделяется на слои специальной программой — слайсером, а принтер печатает эти слои, один на другом, составляя из них трехмерный объект. Так, из множества слоев, получается объемная деталь.
Общий принцип один, но технологии различаются; самая распространенная и доступная среди них — FDM.
FDM
Моделирование методом послойного наплавления (FDM), также известное как производство способом наплавления нитей (FFF) — самый популярный и массовый тип 3D-печати.
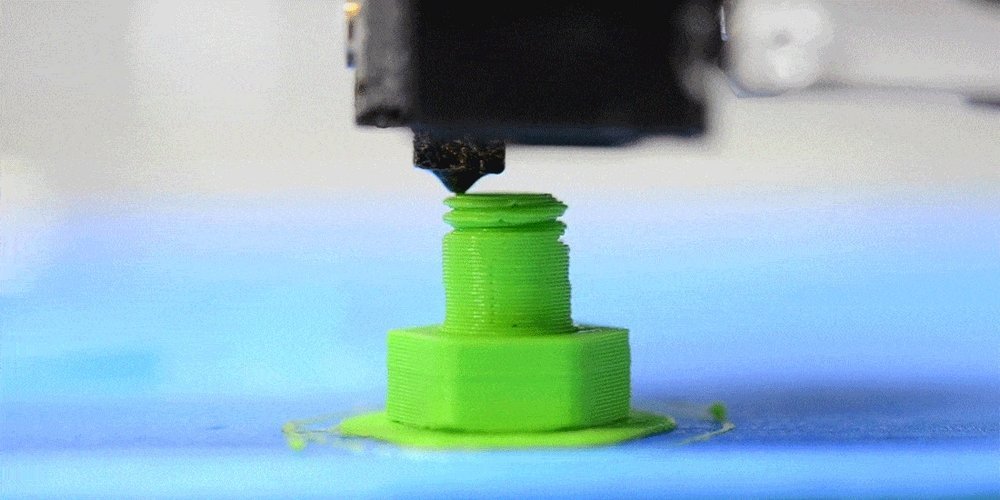
Единственное отличие в том, что 3D-принтеры используют не стержни термоклея, а пластиковый филамент намотанный на катушки.

Самые распространенные материалы для FDM (FFF) — пластики ABS и PLA.
Пластиковая нить, она же филамент, выпускается в такой форме для того, чтобы она могла легко плавиться при заданной температуре, но очень быстро застывать — после охлаждения всего на пару градусов. Именно это и позволяет печатать 3D изделия со сложной геометрией с высокой точностью.

Проще говоря, 3D-печать отличается от традиционной 2D-печати только тем, что повторяется снова и снова, создавая слой за слоем, один на поверхности другого. В конце концов, тысячи слоев образуют 3D-объект.

FDM-принтер на примере MakerBot Replicator 2
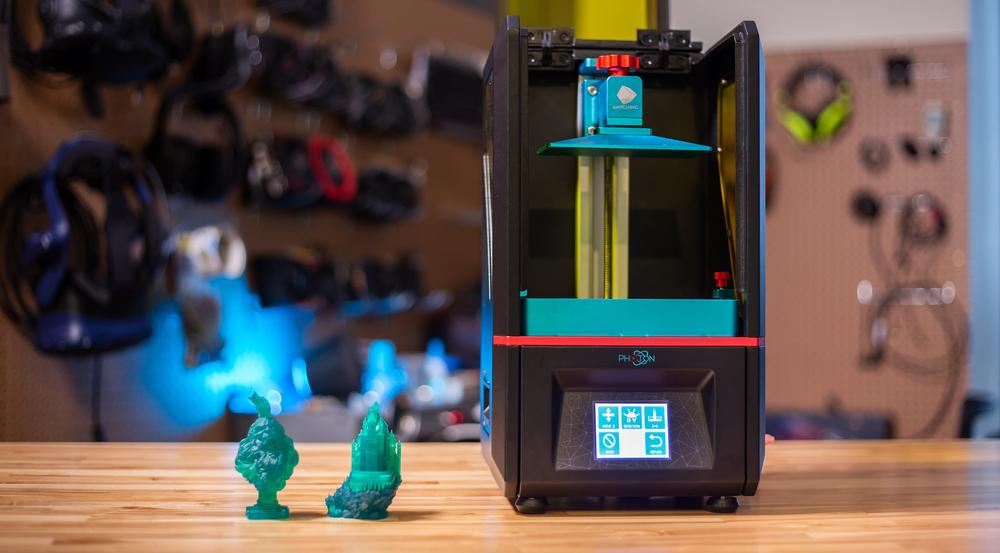
Стереолитография

Стереолитография использует свет для “выращивания” объектов в емкости с фотополимерной смолой. Как и в прочих технологиях 3D-печати, изделие образуется слой за слоем, здесь — при отверждении жидкого фотополимера светом.
От FDM стереолитография отличается более монолитными принтами, даже с одинаковой заданной толщиной слоя.

На фото: принты FDM и SLA, слой обеих моделей — 0,1 мм.
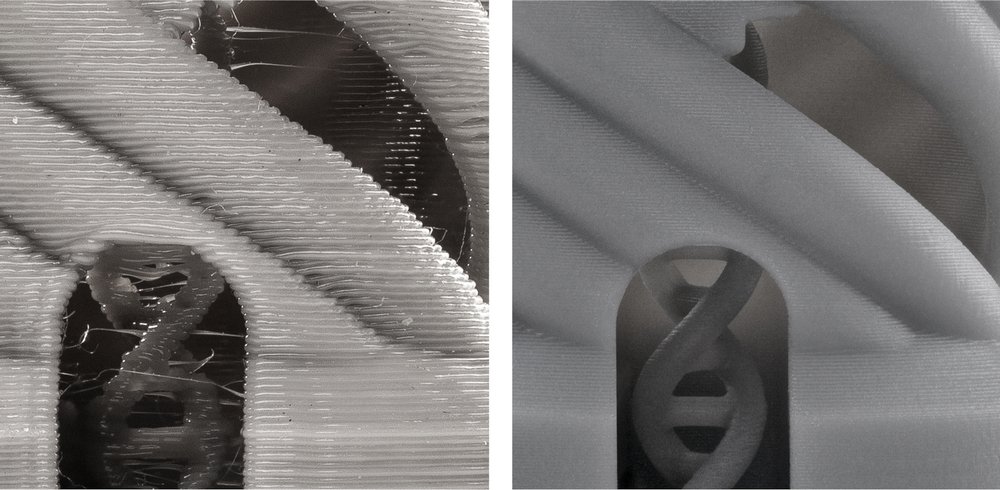
Дело в разнице в технологиях — фотополимерная засветка дает более аккуратные слои, чем расплавленный филамент выдавливаемый из сопла FDM-принтера.
SLA и DLP — две разновидности стереолитографии. SLA — лазерная стереолитография, DLP — цифровая проекция. Различие между ними в том, что в SLA источником света служит лазер, а в DLP — проектор.
Независимо от технических особенностей, принцип работы устройств SLA и DLP схож. Для запуска печати необходимо опустить специальную платформу построения в емкость с жидкой фотополимерной смолой.
Платформа останавливается на высоте одного слоя от дна емкости.
Происходит засветка источником света принтера.
Жидкий полимер, под воздействием света, становится твердым и прилипает к платформе построения. После этого платформа поднимается на высоту еще одного слоя и процесс повторяется.
SLA-принтер на примере Formlabs Form 2
SLA дает более гладкие поверхности, по сравнению не только с FDM, но и с DLP, о которой рассказываем далее.

Так получается потому, что DLP проецирует слои картинкой из пикселей, а луч лазера в SLA движется непрерывно, что дает ровный, не пикселизованный слой.
DLP в тех же целях использует проектор, а LED DLP — ЖК-дисплей с ультрафиолетовой подсветкой. В этих конструкциях свет проецируется на смолу по всей площади слоя одновременно, что дает преимущество в скорости, когда необходима печать крупных объектов с заполнением в 100% — полная засветка слоя происходит быстрее, чем в SLA.
Но при печати мелких или пустотелых объектов SLA быстрее, так как интенсивность засветки лазерным лучом, а значит и скорость полимеризации, выше.
DLP-принтер на примере SprintRay MoonRay S
SLS
Главное преимущество технологии перед FDM и SLA — SLS-печать не требует создания поддерживающих структур, ведь материалом поддержки служит окружающий модель материал — это позволяет печатать изделия любой формы, с любым количеством внутренних полостей, и заполнять ими весь рабочий объем принтера. SLS-принтеры работают с широким спектром материалов, а их принты прочнее, чем большинство напечатанных FDM или стереолитографией.
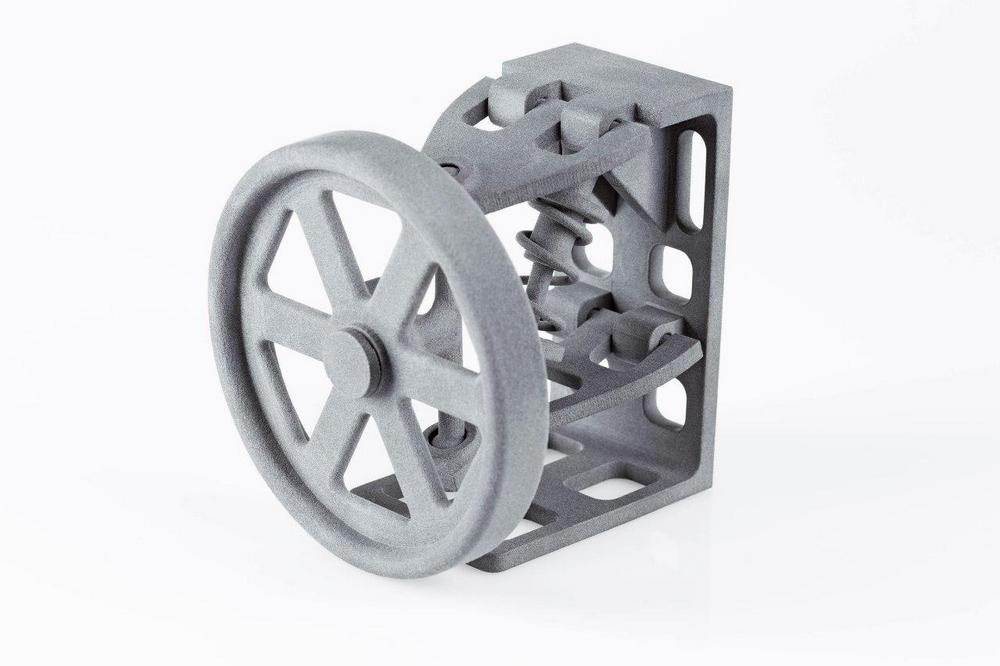
Благодаря прочностным характеристикам, напечатанные на SLS-принтерах детали могут использоваться в практических целях, а не только как прототипы и декоративные элементы.
Для создания объекта аппарат направляет лазер на слой мелкофракционного порошка, сплавляя частицы друг с другом для формирования слоя изделия. Затем, устройство рассыпает следующую порцию порошка на поверхность готового слоя и разравнивает его, а лазер расплавляет, создавая следующий слой изделия. Процедура повторяется до тех пор, пока печать не будет завершена.
Тем не менее, некоторые компании в настоящее время работают над тем, чтобы сделать данную технологию более доступной, поэтому есть шанс, что приобрести SLS-принтер в ближайшем будущем смогут позволить себе даже любители. Один из примеров — польская компания Sinterit.
SLS-принтер на примере Sinterit Lisa Pro
Извлеченная из SLS-принтера модель не требует удаления поддержек и может использоваться без постобработки, ее надо лишь очистить от лишнего порошка.
Polyjet
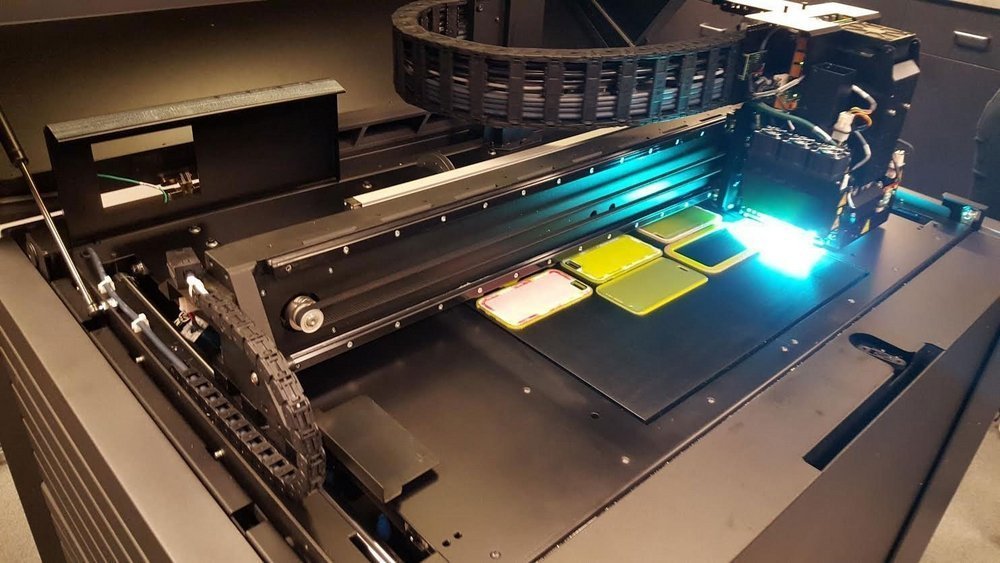
Главное преимущество технологии Polyjet в ее мультиматериальности — многие Polyjet-принтеры способны печатать объект большим количеством различных материалов одновременно, что позволяет создавать изделия состоящие из участков с разными механическими и оптическими свойствами, то есть — разной твердости и цвета. Это фирменная технология компании Stratasys.
Пример: принтер Stratasys и напечатанные на нем кроссовки.

Polyjet 3D-принтеры распыляют крошечные капельки фотополимерной смолы на поверхность и полимеризуют их ультрафиолетовым излучением.
Этот процесс повторяется до тех пор, пока не будет создан объект. В отличие от FDM-принтеров, Polyjet-устройства могут наносить материал из многочисленных сопел одновременно.
Polyjet-принтер на примере Stratasys J750
Заключение
Прочитав эту статью, вы ознакомились с принципами и примерами работы 3D-принтеров функционирующих по самым распространенным технологиям.
Существуют и другие технологии, в основном — связанные с 3D-печатью металлами, но они используются только в промышленности. О них мы поговорим отдельно.
Чтобы выбрать 3D-печатное оборудование и материалы для любых задач обращайтесь в Top 3D Shop — проконсультируем, подберем максимально подходящую технику и расходники, оформим заказ, доставим, установим и научим.
3D-принтеры: для чего нужны, как работают, почему за ними будущее
3d-принтеры все шире используются в качестве альтернативы традиционным методам промышленного производства. По своей конструкции такие принтеры напоминают офисные устройства для распечатки бумажных документов, только с добавлением третьего измерения. На них можно распечатать объекты самых разных габаритов, технических характеристик и предназначения. Процесс печати по целому ряду параметров получается намного менее затратным и более эффективным, чем традиционное производство.
В этой статье рассмотрены принципы функционирования 3d-принтеров по металлу и пластику, их сильные и слабые стороны, а также особенности создаваемой с их помощью продукции. Также перечислены наиболее востребованные технологии 3d-печати и приведены их отличительные характеристики.
Как работает?
Управление процессом печати осуществляется через компьютер, в который загружают 3d-модель будущего изделия. Именно на компьютере происходит моделирование изделий, задаются их габариты, формы и технические параметры.
Задача принтера же состоит в том, чтобы превратить эскиз из компьютера в материальный осязаемый объект. Независимо от модели устройства и конкретной технологии печати, создание изделия происходит послойно. Работа осуществляется быстрыми темпами и избавлена от негативного воздействия человеческого фактора — там, где глаз или рука мастера могли бы допустить погрешность, принтер предельно точно воспроизведет полученный от компьютера эскиз.
Принципиальная разница между печатью по металлу и пластику состоит в способе применения расходного материала — сейчас эти нюансы будут рассмотрены более детально.
По пластику

Работа 3d-принтера по пластику основывается на том, что расходные материалы плавятся до жидкой консистенции. Расходный материал, то есть пластик, подается в устройство в формате литой трубки и разогревается с помощью экструдера (этим термином специалисты обозначают печатающую головку принтера). Затем пластик расплавленной консистенции подается в нужные места через нижнюю часть экструдера.
Устройства для печати по пластику гораздо чаще применяются в домашних условиях или на предприятиях малого бизнеса, чем для печати по металлу. С их помощью удобно изготавливать сувенирную продукцию, элементы интерьера, различного рода макеты, прототипы одежды и обуви.
Эта методика ценится за высокое качество готовой продукции и обширные возможности ее кастомизации, экологичность производства и минимальное количество отходов, разнообразие материалов и предельно быстрое прототипирование.
По металлу
Во время печати головка устройства распыляет связующее вещество, то есть клей, на те места, которые указывает компьютер. Затем посредством вала на всю рабочую поверхность наносится металлическая пудра, которая застывает и затвердевает при попадании на клей. За нанесением одного слоя пудры следует нанесение очередного слоя клея и так далее.
Большинство моделей 3d-принтеров по металлу представляют собой промышленное оборудование весом свыше тонны. Их стоимость измеряется сотнями тысяч евро. Они востребованы в первую очередь для выращивания изделий со сложной геометрией, процесс литья или механической обработки которых является крайне трудоемким и ощутимо удорожает производство.
Чаще всего 3d-принтеры по металлу задействуют для создания:
По сравнению с традиционными методами, 3d-принтеры создают металлические детали с массой на 60% меньше. Также традиционное производство оставляет чрезмерно много отходов: так, для авиационной промышленности доля отходов может доходить до 90%, а 3d-печать поможет существенно сократить этот показатель и позволит предприятию сэкономить миллионы долларов в год. Наконец, по энергопотреблению 3d-принтеры значительно экономнее, чем традиционное заводское оборудование.
Принцип работы
Все модели 3d-принтеров оснащены следующими элементами:
ВНИМАНИЕ: Это лишь базовые компоненты, на которых строится процесс 3d-печати. Разработчики принтеров постоянно внедряют в новые модели все более совершенные и функциональные детали, однако сохраняют информацию о них в статусе коммерческой тайны.
Сегодня существует свыше десятка технологий 3d-печати. В ближайшем будущем некоторые из них выйдут из обихода как устаревшие и вытесненные более эффективными аналогами. В то же время появится множество принципиально новых методик, которые сегодня неизвестны либо находятся на стадии разработки. Все актуальные на сегодняшний день методы печати объединены двумя тенденциями:
Ниже рассмотрены наиболее востребованные технологии 3d-печати, их специфика и используемые материалы.

Аббревиатура FDM расшифровывается как Fused Deposition Modeling, что означает «моделирование методом наплавления». Также эта технология известна под названием Fused Filament Fabrication (сокращенно FFF), то есть «производство методом наплавления нитей». Эти два термина являются абсолютными синонимами.
Изделия выращиваются послойно из пластиковой нити, которую предварительно расплавляют. Головка принтера плавит нить и укладывает ее в положение, задаваемое 3d-моделью в компьютере. Если готовому продукту необходима безупречно гладкая поверхность, его шлифуют. Если же допустимы незначительные неровности рельефа, образуемые за счет толщины нити, товар готов к использованию сразу после завершения печати.
С помощью FDM можно изготавливать не только дорогостоящие компоненты для высокоточного оборудования, но и товары повседневного спроса: мебель, игрушки, детали для бытовой техники. Удобнее всего по этой технологии печатать крупногабаритные объекты.
ВНИМАНИЕ: FDM/FFF является наиболее перспективным методом выращивания объемных моделей с экономической точки зрения и представляет наибольший коммерческий интерес для малого и среднего бизнеса.
Стереолитография (SLA)

В английском языке эту технологию обозначают синонимичными аббревиатурами SLA либо SL. Первая расшифровывается как stereolithography apparatus, то есть «стереолитографический аппарат», а вторая — как stereolithography, то есть «стереолитография». Этот метод основан на послойном затвердевании жидких материалов под воздействием лазерных лучей.
Вещества, чьи свойства изменяются под воздействием УФ-лучей, называются фотополимерами. Ультрафиолет делает их менее податливыми и наделяет прочностью. Характеристики вещества могут варьироваться в зависимости от длины УФ-волны и продолжительности ее воздействия.
При 3d-печати внутри емкости с фотополимером жидкой консистенции размещают сетчатую платформу для выращивания прототипа. Платформа опускается на такую глубину, чтобы оставаться покрытой одним слоем фотополимера. Определенные участки подвергаются воздействию лазера, что приводит к затвердеванию вещества — а потом платформа вновь опускается на глубину еще одного слоя.
Готовое изделие опускают в наполненную специализированным составом ванну, чтобы удалить с поверхности лишние элементы. После извлечения из ванны изделие вновь облучают светом, чтобы оно окончательно затвердело.
Стереолитографию особенно часто задействуют в стоматологии (для распечатки моделей зубов и костей пациента), в научных изысканиях (в том числе для визуализаций гидро- и газодинамических потоков внутри прозрачных моделей), при создании скульптур и ювелирных изделий.

DLP расшифровывается как Digital Light Processing и обозначает цифровую обработку светом. Воздействию света подвергают фитополимерные смолы, чтобы они затвердели. Для печати задействуют светодиодную матрицу, каждый пиксель которой является микроскопическим зеркалом.
DLP напоминает стереолитографию в том аспекте, что в результате облучения смола затвердевает. Принципиальная разница же состоит в следующем: в отличие от SLA, каждый слой не прорисовывается лучами лазера, а штампуется сразу на всю площадь поверхности. Благодаря матрице с микрозеркалами процесс удается ощутимо ускорять, не жертвуя точностью печати.
Область применения у этого метода печати такая же, как у стереолитографии. Однако готовую продукцию из фотополимеров следует беречь от воздействия света, иначе она рискует стать хрупкой и покрыться трещинами.
ВНИМАНИЕ: DLP признана одной из наиболее скоростных и высокоточных технологий 3d печати.

Аббревиатурой SLS обозначают технологию селективного лазерного спекания. На английском она расшифровывается как Selective Laser Sintering, а на русском также известна под названием выборочного лазерного спекания. Она функционирует на базе углекислотного лазера, сырьем для нее служат порошки из стекла, металлов, керамики либо полимеров. Нередко ядро гранул изготавливают из металлического порошка, а оболочку — из легкоплавких материалов.
Посредством лазера порошок разогревается почти до температуры плавления, и его гранулы спекаются воедино, образуя твердую структуру. Мощность лазера должна быть тем больше, чем выше температура спекания. Если принтер оснащен не одним, а двумя лазерами, скорость печати увеличивается.
ВНИМАНИЕ: SLS подразумевает лишь частичное плавление поверхности гранул. Полное плавление является характерной чертой другой технологии, SLM, что расшифровывается как Selective Laser Melting и означает «селективное лазерное плавление».
SLS оптимально для создания объектов со сложной геометрией, компонентов двигателей и механизмов, точных промышленных изделий для функционального тестирования.
Polyjet

Эта технология предполагает, что жидкий полимерный материал послойно отвердевает под воздействием ультрафиолета. Каждый слой распыленного материала полимеризуется под излучением УФ-лампы, и в итоге поверхность готового изделия не нуждается в дополнительной обработке.
Исходный материал не обязан быть однородным, данная технология успешно справляется с композитами. То же относится и к расцветке продукции: методика позволяет воспользоваться возможностями сложной цветопередачи с палитрой свыше 1000 оттенков.
ВНИМАНИЕ: принтеры Polyjet обычно оснащены несколькими печатающими головками. Это позволяет повысить скорость печати одного объекта либо печатать несколько объектов одновременно.
Продукция, изготовленная по такой методике, отличается стабильностью геометрических форм и гладкостью поверхностей. Ее чрезвычайно легко красить, шлифовать, склеивать, сверлить и пилить. Продукция готова к применению незамедлительно после печати.
Polyjet оптимален для производства прототипов продукции, тестовых моделей, образцов для литья в силикон.

3d-печать по металлу и пластику представляет собой эффективную и современную альтернативу традиционным методам промышленного производства. Эта методика отличается экологичностью, экономичностью и возможностью создавать высококачественные изделия с минимальными трудовыми и временными затратами. Ее область применения расширяется год от года.
Наиболее востребованными технологиями 3d-печати являются:
Год от года 3d-принтеры и расходные материалы к ним становятся все более дешевыми и доступными широкому кругу потребителей. Коммерческие перспективы этого формата производства несомненны, и уже в ближайшем будущем 3d-печать станет повсеместным явлением.
3D-принтер: виды, характеристики, технологии и схемы печати
3D-принтер – внешнее устройство компьютера, которое является ничем иным, как станком с числовым программным управлением (ЧПУ) предназначенным для быстрого получения прототипов изделий, спроектированных на ПК, методом послойной печати.
Основные характеристики 3D-принтера
Назначение
3D-принтеры выпускаются под конкретные задачи: архитектура, дизайн, медицина, образование, производство, протезирование, прототипирование.
Технология печати
Производители 3D-принтеров используют различные технологии печати. Чтобы у вас не возникло проблем, при выборе конкретной модели, рассмотрим основные виды 3D-печати. Именно от технологии печати зависят такие важные параметры, как минимальная и максимальная толщина слоя и скорость построения изделия. А также цена, как самого 3D-устройства, так и расходных материалов.
В зависимости от принципа создания заготовок, выделяют следующие виды 3D-печати:
Лазерная стереолитография
Суть SLA-технологии заключается в использовании жидкого фотополимера и специального реагента, который позволяет исходному материалу застывать под воздействием ультрафиолетового лазера.
Фотополимер заливается в ванну и нагревается до рабочей температуры. Затем в смесь погружается подвижная платформа, которая постепенно перемещается вверх. В этот момент ультрафиолетовый лазер производит засветку платформы снизу по заданным координатам, в следствие чего затвердевший полимер вначале прилипает к платформе, а последующие слои к ранее застывшему полимеру. Платформа многократно поднимается и опускается с предварительным перемешиванием фотополимера. Процесс повторяется слоем за слоем, а изделие печатается снизу-вверх.
Большинство 3D-принтеров данного вида печатают тонкими слоями, у них небольшая погрешность.
Селективное лазерное спекание
Метод SLS основан на равномерном распределении специального порошка с последующим его плавлением под воздействием лазера, в соответствии с геометрией сечения каждого слоя изделия. По завершении печати, необходимо удалить порошок, снять изделие со вспомогательных подпорок и выполнить минимальные доработки по доведению детали до кондиции.
SLS 3D-принтеры также, как и SLA-модели, обладают высокой точностью печати и приемлемым качеством изделий.
Метод последовательного наплавления
Технология FDM наиболее распространена благодаря своей простоте. В печатающую головку (экструдер) 3D-принтера, подается полимер в виде нити, который подвергается плавлению при воздействии температуры, после чего он наносится на рабочую поверхность в заданную точку координат через специальное сопло. Готовые изделия необходимо подвергать постобработке, чтобы сгладить структуру слоёв.
3D-принтеры, использующие FDM-технологию, позволяют печатать изделия различных цветов.
Технология цифрового проецирования
DLP метод аналогичен лазерной стереолитографии. Отличие заключает в том, что засветка платформы осуществляется проекциями слоев 3D-модели, в следствие чего смола застывает в нужных областях.
Несмотря на продвинутый подход DLP-технологии, в сравнении с SLA-технологией, есть существенный минус — изделие должно остыть после печати, что может привести к возникновению деформаций.
Многоструйная укладка полимера
Принцип MJM-печати заключается в послойном нанесении расплавленного материала через несколько сопел одновременно. При печати модели необходимо использовать поддерживающие элементы (подпорки).
Технология MJM позволяет печатать высокоточные изделия.
Интерфейс подключения
3D-принтеры оснащаются одним или несколькими интерфейсами подключения:

Программные требования
Обязательно учитывайте такие параметры 3D-принтеров, как:
Конструктивные особенности 3D-принтеров
Принцип работы 3D-принтера основан на законах кинематики. Выделяют несколько схем 3D-печати, исходя из перемещений платформы и печатающей головки, которые могут двигаться относительно друг друга в различных плоскостях.
Существует четыре основные схемы печати:
I схема
Платформа находится в неподвижном состоянии, положение по осям x, y, z меняет только экструдер. Особенность модели — наличие высокого каркаса. Печатающая головка размещена на трёх стержнях, каждый из которых закреплен на подвижном блоке, размещённом на опоре, с возможностью вертикального перемещения.
Плюсы: высокая скорость печати, хорошая точность.
II схема — экструдер движется по осям Х и Y
Печатающая головка находится над платформой и способна двигаться влево-вправо или вперед-назад, а платформа вверх-вниз.
 Экструдер движется по осям Х и Y
Экструдер движется по осям Х и Y
III схема — экструдер перемещается по осям X и Z
Экструдер, как в предыдущем типе, способен передвигаться влево или вправо, а также менять своё положение в пространстве по высоте. Платформа, в свою очередь, способна двигаться вперед или назад не меняя высоты.
 Экструдер перемещается по осям X и Z
Экструдер перемещается по осям X и Z
IV схема – экструдер движется по осям X, Y и Z
Последняя схема предполагает использование неподвижной платформы. Как в случае со схемой «Дельта», экструдер способен перемещаться по трём осям [x, y, z], однако в данном случае нет сложного механизма фиксации печатающей головки.
Как выбрать 3D-принтер?
Рынок переполнен дешёвыми моделями 3D-принтеров потребительского уровня с ограниченным функционалом, которые, несомненно, подойдут для печати малогабаритных изделий. Данные 3D-принтеры имеют большую погрешность в точности и низкую скорость печати. Несмотря на это, открывается возможность ознакомиться с технологией 3D-печати и сделать простые детали.
3D-принтеры начального уровня
Установки данного плана годятся для моделирования, способны печатать методом FDM, в редких случаях поддерживают технологии SLA и SLS. В комплектации предоставляется одно сопло, используются недорогие полимерные материалы. У моделей низкая скорость печати, а также отсутствуют дополнительные функции.
Профессиональные 3D-принтеры
К особенностям профессиональных 3D-принтеров приписывают огромный функционал, плюс высокую скорость печати. Установки способны работать с широким спектром расходных материалов. При печати используются тонкие слои, поэтому изделия получаются гладкими.



