ЛикБез.(аквапечать)


Технология водо-иммерсионной печати (на территории СНГ называют данную технологию – аквапечать, имерис, 3D декорирование) представляет собой технологический процесс нанесения специальной желатиновой пленки с изображением на любую плотную поверхность, любой геометрической формы из любого материала.
Аквапечать создана предприимчивыми японцами в далёких 80-х. С помощью аквапечати японские автомобильные производители заменили дорогостоящее и, не всегда практичное, дерево, на покрытие «под дерево». Логика была проста: на вид – отличить практически невозможно от настоящего дерева, стоимость заметно меньше, не выгорает, выдерживает температурные колебания, легко восстанавливается…
В конечном итоге аквапечать стала настолько популярной, что ее стали использовать не только японские, но и европейские автопроизводители, производители спортивного и туристического снаряжения, оружейники… Список сфер применения просто безграничен!
По — сути, технологический процесс идентичен покраске автомобилей. Условно процесс нанесения декора по технологии « аквапечать» можно разделить на несколько этапов, итак:
1. Выбор пленки
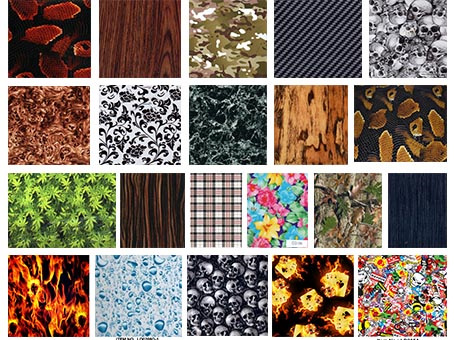
Существует огромный выбор фактур пленки: дерево, карбон, мрамор, камуфляж, змеиная кожа.
2. Подготовка поверхности
Для качественного нанесения аквапечати необходима подготовка поверхности любой детали. Процесс стандартный для автомаляра, хотя и имеет ряд своих технологических особенностей и секретов, вкратце выглядит так:
Обезжиривание;
Грунтование (для придания цвета, выравнивания после повреждений и т.д.);
Создание подложки (например, пластик салона авто декорировать под карбон в цвет авто или кожаных элементов салон ). Для этого используются специализированные грунты и краски.
3. Подача пленки и химическая активация
Выбранная пленка кладется на поверхность воды. Для этого используют специальные резервуары (ванны), в которых вода нагревается до определенной температуры. Так как основа пленки сделана на желатиновой основе, она растворяется в воде, оставляя только нужный рисунок. Для дальнейшего переноса этого рисунка на поверхность детали выполняют химико-технологическую операцию — нанесения активатора.4. Печать
Под воздействием давления воды и химической активации картинка равномерно переноситься на объект, без складок или разрывов, в точности повторяя геометрическую форму изделия. Это и есть процесс водо-иммерсионного переноса изображения или по-простому — аквапечать (имерис, Imeris, 3D декорирование).
5. Промывка и сушка
Далее изделие промывается в проточной воде. Эта операция позволяет смыть остатки от пленки и активатора. Сушка является подготовительным этапом перед лакированием.
6. Нанесение лака
Заключительным этапом аквапечати является нанесения нескольких слоев лака на покрытую декором поверхность. В данной технологии лак выполняет защитно-декоративную функцию, придает глубину рисунку (3D эффект). Используют лаки, в зависимости от назначения детали: автомобильные, мебельные, высокотемпературные.
Аквапринт

Аквапринт (иммерсионная печать, гидрографика, аквапечать) — метод нанесения изображения (текстуры) на поверхность посредством погружения детали в воду через рисунок, находящийся на поверхности воды, подверженный воздействию специального химиката — активатора. Технология текстурной покраски даёт практически безграничные возможности в реализации цели:
материал объекта на который наносится текстура — пластик (различные виды), дерево, камень, стекло, металл (различные виды и сплавы);
цветовая палитра: безгранична;
текстуры: различные породы дерева, различные виды мрамора, имитация покрытия натуральным карбоном (существенно качественно отличается от виниловой плёнки, различные шкуры животных и рептилий, стилизованные рисунки (огонь, вода, небо, черепа, молнии, абстрактные рисунки, цветы, стикербомб (имитация множества виниловых наклеек развлекательного направления) и т.д.), различного вида камуфляж, узоры, виньетки, хохлома, гжелка и т.д.
История технологии
Начало технологии иммерсионной печати было положено в СССР в 60-х годах ХХ-го века. Но, если немного подробней углубиться в историю технологии и её изначального применения, станет ясно, что в Советском Союзе иммерсионная печать была запатентована и применялась в индустрии кинематографии для получения фильмокопий с негативов, имеющих механические повреждения или для печати высококачественного контратипа. Осуществлялась технология с помощью модульного принтера для сухой и влажной печати. Суть заключалась в погружении киноплёнки в жидкость с показателем преломления, близким к эмульсионному слою и подложке, например — глицерин. Такой способ позволяет скрыть большинство дефектов исходного изображения и получить качественный позитив. Но широкую известность, как технология переноса текстур на детали, иммерсионная печать получила в 80-х годах ХХ-го века в Японии. Впервые её применение было осуществлено автоконцерном Toyota. Технология существенно снижала затраты на оформление отделки салона автомобиля, что практически вытеснило технологию шпонирования из автоиндустрии, которая на тот момент времени являлась трудоёмким и финансово затратным процессом. Позже применение технологии находит себя в США в области оружестроения, где применяется в качестве маскировочного покрытия. На данный момент времени технология повсеместно развивается и приобретает общественный интерес во многих странах Мира как отдельная самостоятельная отрасль бизнеса.
Технология нанесения и последовательность выполнения операций
Аквапринт — это, в первую очередь не плёнка, а процесс нанесения — не оклейка. Данную технологию нельзя считать самостоятельной. При более детальном разборе становиться понятно, что иммерсионная печать — это один из строго определенных последовательных процессов покраски. Без выполнения установленного алгоритма действий процесс аквапечати не представляется возможным. Множество видеороликов и статей на просторах Интернета не раскрывают перед обывателем всей области осуществления процесса гидрографики, а даёт лишь предшествующий и конечный этапы процесса, что, конечно, является достаточно привлекательным и, на первый взгляд, лёгким занятием. Именно это и приманивает всё новых и новых «старателей» в данную сферу технологий под названием декорирование, большинство из которых, зачастую, идущих к красоте и лёгкому заработку, терпят фиаско перед возникающими непредвиденными трудностями. Итак, аквапринт, это одна из стадий покраски. Технология покраски подразумевает строго определенную технологическую последовательность, которая заключается в подготовке детали, её покраске и нанесению защитного (лакового) покрытия. Как раз этап иммерсионной печати производится перед нанесением защитного покрытия. Технология аквапечати заключается в нанесении на поверхность детали определённого рисунка. Данный рисунок переносится на деталь посредством погружения последней в воду, на поверхности которой находится плёнка с нанесенным изображением переносимого рисунка. Плёнка для аквапечати состоит из двух слоёв — верхний слой, непосредственно сам рисунок, выполнен определённым количеством слоёв (зависит от характера изображения, количества цветов, использованных в рисунке). Нижний слой — подложка из водорастворимого материала (спирт, желатин), удерживающий целостность рисунка после размещения плёнки на воде, а так же в момент переноса изображения на поверхность. С помощью такого сочетания слоёв осуществляется равномерный перенос изображения на сложные формы погружаемой детали, что положительно влияет на конечную реалистичность поверхности. Данную технологию можно сравнить с «сухой аэрографией» — при печати рисунка на плёнку используются чернила на сольвентной основе. Отрезок плёнки необходимых размеров, определённой стороной, помещается на поверхность воды в специальном резервуаре (технологической ванне). Попадание воды на лицевую сторону предполагает разрушение целостности рисунка и приводит к невозможности дальнейшего проведения технологического процесса. Вода в технологической ванне нагрета до определённой температуры, что необходимо для размягчения нижнего слоя плёнки, на котором был напечатан основной рисунок плёнки. Присутствует необходимость выдержки определённого отрезка времени, протяженность которого зависит от нескольких факторов: температура воды, вид плёнки. Далее, на поверхность воды с плёнкой подаётся определённое количество активатора (так же зависит от нескольких факторов), способствующий разжижению акриловых чернил рисунка, что переводит плёнку в желеобразное состояние, превращая её в жидкую плёнку на воде. Форма рисунка пленки сохраняется благодаря нижнему слою плёнки, который не даёт ей «расползтись». Также, целостность рисунка на плёнке, а так же общую геометрию отрезка плёнки сохраняют ограничители — специальные планки-ограничители идущие в комплекте с технологической ванной. По истечению краткого времени выдержки плёнки под активатором, берётся предварительно подготовленная деталь и, с определённой скоростью и под определённым углом, выбор которого зависит от характера и сложности формы детали, осуществляется погружение последней в воду через плёнку. Перенос рисунка на деталь происходит за счёт давления, создаваемого водой и погружаемой деталью. Вода, в процессе погружения, попадает на все участки детали. Куда попадает вода — туда попадает и плёнка. Из-за определённой скорости погружения и нижнего слоя плёнки рисунок минимально подвергается растяжению и не прорывается. В свою очередь активатор является связующим между подготовленной поверхностью детали и желеобразным верхним слоем плёнки. Соприкасаясь с деталью плёнка въедается в поверхность. По окончанию погружения деталь извлекается из технологической ванны и подвергается промывке в проточной воде, с температурой, приближенной к температуре в технологической ванне. Промывка необходима для смыва остатков нижнего водорастворимого слоя плёнки. Промывка осуществляется под потоком воды с малым давлением. Сильное давление и долговременное попадание прямых потоков воды на одно и тоже место может повредить декоративную поверхность в первые моменты её «жизни». Далее деталь просушивается и отправляется на другой пост для нанесения защитного покрытия.
Составляющие технологического процесса
Для осуществления гидропечати необходимы специальные знания, условия, а так же специализированное оборудование.
Ванна для иммерсионной печати
Специально изготавливаемая из нержавеющей стали ёмкость, объёмом не менее 50-ти литров воды, имеющая по стенкам рёбра жёсткости, препятствующие своевременной деформации. Ванна выполняется по заданным чертежам, разделена на два отсека разного объёма. Больший отсек (рабочий) — рабочее пространство, служащее для всех производимых манипуляций во время осуществления иммерсионной печати. Меньший по объёму отсек (перерабатывающий или сливной) — служит для сгона отработанного объёма воды, вместе с остатками не использованного в работе материала (плёнка, активатор, вспомогательные материалы). Так же в данном отсеке установлен водонагревательный элемент и осуществлён подвод циркуляционной трубы, через который осуществляется циркуляция воды в больший отсек. Отсеки соединены между собой трубкой, по которой проходит циркуляция воды «по кругу». На участке соединительной трубы устанавливается водяной насос, перед которым монтируются водоочистительные фильтры (грубой и мелкой очистки, либо только грубой очистки). В перерабатывающем отсеке труба монтируется снизу, около дна ванны, в непосредственной близости от водонагревательного элемента. В рабочей же зоне выход трубы монтируется сверху — над общей поверхностью воды в ванне, и подается через последовательно расположенные технологические отверстия — сливы, проделанные в трубе, расположенной параллельно, напротив, перерабатывающего отсека. Процесс циркуляции заключается в следующем: водонагревательный элемент нагревает воду до необходимой температуры, в то время как водяной поток, под влиянием работы водяного насоса, постоянно движется по рабочему кругу из малого отсека в больший, проходя фильтрацию от отработанных материалов. Так же ванна оборудуется щитом управления, в котором устанавливается автомат включения/выключения водонагревательного элемента, датчик температуры воды в ванне, контролирующий пороги гетерезиса температуры воды. Отдельно монтируется выключатель насоса перегона воды. В зависимости от мощности водонагревательного элемента, необходимость которой заключается от объёма водоизмещения ванны, система может быть запитана от напряжения, как в 220V, так и 380V. На просторах Интернета, при определённом интересе и небольшой доле упорства можно без особого труда найти чертежи иммерсионной ванны и изготовить её самостоятельно, в зависимости от поставленных целей и задач.
Краскопульт подачи активатора
Для выполнения описываемого технологического процесса необходим специальный химический реагент, к описанию которого мы обратимся немного позже. Данный реагент имеет несколько разновидностей, которые в своем общем имеют одно название — активатор. Данный активатор необходимо подать на поверхность плёнки. Подача должна производиться равномерно, в определённом количестве, без попадания на поверхность плёнки воды, масляных загрязнений, а так же мелкого мусора. Для выполнения вышеописанных условий используется отдельно отведённый агрегат. В основном это краскопульт с определённого размера дюзой сопла, запитанный от воздушного компрессора и изолированный от влаги, масла и попадания мелкого мусора влаго и маслоотделителями.
Активатор
Химически активное вещество, необходимое для размягчения сольвентных чернил и осуществления процесса аквапечати. Существует ряд разновидностей активаторов, каждый из которых изготавливается их химических реактивов, часть которых относится к группе прекурсоров, приобретение и хранение которых требует регистрации и разрешения от правоохранительных органов. Разные формулы активаторов направлены на достижение различных целей в процессе аквапечати. Одни направлены на более мягкое влияние на плёнку и, как вывод, на плавность переноса и глубину «вживления» в деталь рисунка. Другие направлены на увеличение времени «работы» активатора, ведь после нанесения активатора на плёнку у мастера ограничено время, так как активатор испаряется с поверхности плёнки и краски на плёнке полимеризуются, что прерывает возможность процесса «закрепления» рисунка на детали. Отдельный вид активатора является универсальным и подходит для всех типов плёнки. Так как при печати используются краски различного производства, не каждая формула активатора способна полноценно осуществить реакцию с теми или иными видами чернил. Большинство формул активаторов разрабатывалось со временем, в процессе проб и ошибок. Главная задача — упрощение осуществления процесса гидропереноса. В основном на рынке сбыта присутствует разновидность активатора, вступающая в работу с плёнкой после расположения последней на поверхности воды и выдержке определённого отрезка времени, но существуют и нередкие исключения, когда используется специальный активатор, который наносится на поверхность плёнки перед размещением последней на поверхность воды. В последствии плёнка с нанесенным на неё активатором размещается на воду и раздувается струёй очищенного воздуха. Любой из описанных вариантов активатора решает поставленные перед мастером задачи для качественного осуществления процесса гидропечати.
Плёнка для аквапечати
В процессе иммерсионной печати используется специальная плёнка. Печать производится специальными чернилами на сольвентной осове. В качестве подложки используется материал на основе глицерина, желатина или сухого спирта. Подложка водорастворимая, мутно-прозрачного цвета. Для печати возможно использовать абсолютно любой рисунок любой цветопалитры, но в условиях производственных масштабов, в которых реализация плёнки действительно приобрела эффективность и должную прибыль, используются рисунки текстурного непрерывного характера, что позволяет осуществлять бесшовную печать. Плёнка комплектуется в бобины различной ширины длиной до 250 метров. Розничная продажа плёнки подразумевает отпуск длинной от полуметра.
Мифы и факты о рабочих моментах технологии
Не смотря на достаточно стремительное развитие технологии в малых масштабах на просторах Интернета, используемого как основное пособие для старта изучения гидрографики в теории и последующей практике, присутствует достаточное количество материалов, предоставляющих искажённое, а, в нередких случаях, ложное понимание о протекании и выполнении тех или иных процессов в технологии. Всё это ведёт к пустым время и трудозатратам, а так же финансовым потерям в реальном времени, на практике, чего можно было бы избежать, обращаясь к правильной подробной литературе и людям с достаточным опытом и возможностью преподнести информацию окружающим в правильном формате. Вкратце все нюансы технологии не описать, и, если Вы решитесь посвятить себя, по тем или иным причинам, данному направлению декорирования — будьте готовы к финансовым вложениям, умственному и физическому труду, а так же не настраивайтесь на молниеносные блистательные результаты. Большинство вопросов и задач решается в процессе общения с людьми, задействованными в данной сфере. Есть несколько площадок, на которых в большом количестве и в адекватной уважительной форме обсуждают сложившиеся проблемы в процессе, делятся советами и работами, а так же могут осуществить помощь в стартапе.
Развитие технологии в России и странах ближнего зарубежья
С каждым годом всё больше и больше становиться компаний и сообществ людей, серьёзно направленных на развитие технологии иммерсионной печати. Каждый из заинтересованных обывателей может стать клиентом и испытать на своих деталях что занчит — текстурная покраска.


На территории СНГ данную технологию называют – Аквапринт, аквапечать, иммерсионная печать, имерис, 3D декорирование, водо-иммерсионная печать.
Немного истории…
Аквапринт создан предприимчивыми японцами в далёких 80-х. С помощью Аквапринт японские автомобильные производители заменили дорогостоящее и, не всегда практичное, дерево, на покрытие «под дерево». Логика была проста: на вид – отличить практически невозможно от настоящего дерева, стоимость заметно меньше, не выгорает, выдерживает температурные колебания, легко восстанавливается…
В конечном итоге, Аквапринт стал настолько популярен, что его стали использовать не только японские, но и европейские автопроизводители, производители спортивного и туристического снаряжения, оружейники…
Технология аквапечати применяется для отделки автомобилей, яхт, самолетов, электроники, мебели и предметов интерьера, военной амуниции, обуви и многих других видов продукции.
Список сфер применения просто безграничен!

Что можно покрыть по технологии «Аквапринт» из деталей экстерьера?
Колесные диски, решетку радиатора, молдинги, декоративные накладки, зеркала, ручки дверей и т.д. Все зависит от Вашего желания, возможности демонтировать деталь и размера рабочей емкости для покрытия. Воздействию агрессивной внешней среды покрытие противостоит не хуже (если не лучше) штатному лакокрасочному покрытию.
Сколько времени уходит на выполнение заказа?
Срок исполнения заказа зависит от количества деталей и их объёма. Как правило выполнение работы составляет 5 рабочих дней. При этом сроки могут варьироваться как в меньшую, так и в большую сторону. Это обусловлено технологическим процессом. На декорирование салона автомобиля, как правило, уходит от 3 до 5 рабочих дней.
Сколько стоит АКВАПРИНТ?
Стоимость определяется количеством деталей и общей площадью в см².
Чтобы определить площадь детали самостоятельно, необходимо измерить длину (А) и ширину(B).
Для плоских деталей площадь(S) равна – S см² = А x B
Для объемных деталей площадь(S) равна – S см²= А x B x 2
И позвонить нам — 8 (921) — 958 — 12 — 98
1 см² может быть равен от 10 до 4 руб., чем больше размер — тем меньше цена за 1 см².
Для простоты расчета у нас составлена специальная таблица.
Если изделие требует дополнительную подготовку, т.е. исправление неровностей и повреждений, заделка трещин, снятие пленки, снятие хрома и пр., стоимость может возрасти. Окончательная стоимость определяется только после осмотра детали мастером.
На все виды декорирования существует система БОНУСОВ и СКИДОК.
Принимаем ли мы заказы из других регионов?
Конечно ДА! После согласования всех интересующих Вас вопросов и условий сотрудничества, с нашим специалистом, Вы отправляете нам Ваш заказ транспортной компанией или ЕМС. После выполнения заказа мы, тем же способом, отправляем его обратно.
Аквапринт: ликбез и каталог популярных текстур.


Привет, Драйв!
По многочиленным просьбам мы решили создать отдельную запись, посвященную декору салона автомобиля по технологии аквапринт. Конечно, не обошлось и без краткого ликбеза :))
Аквапринт (или иммерсионная печать) берет свои истоки с 80-х годов, когда автопроизводители первые решили применить эту технологию для отделки салонов выпускаемых автомобилей. На вид все просто: деталь окрашивается базовым цветом, затем на нее наносится рисунок (текстура) в водной среде на специальном оборудовании, после чего деталь отмывается, сушится и покрывается лаком с финальной полировкой.
Автоконцерны широко рименяют аквапринт и по сей день. Например, «дерево» в таких автомобилях, как Toyota Camry, Toyota Highlander, Land Cruiser 200, Chrvrolet Tahoe и подавляющем большинстве других авто не настоящее, а выполнено на пластике по технологии иммерсионной печати. И лишь премиальные автомобили могут похвастаться в декоре своих автомобилей натуральными материалами (карбон, шпон дерева), например BMW X5M, Porche Cayenne, Audi A6/A8, Cadillac Escalade, Mercedes ML/GL и другие.
Тех, кого интересует надежность покрытия скажем, что оно такое же, как и надежность покраски кузова, ибо в финише используется автомобильный лак. Но, поскольку, детали находятся в салоне и еще меньше подвержены влияюнию окружающей среды, считается, что при должном отношении к деталям аквапринт должен служить весь срок службы автомобиля.
Иммерсионная печать — довольно трудоемкое занятие и качественная работа (без косяков) под силу только опытному специалисту, за плечами которого в любом случае набито много шишек. Габариты выполняемых деталей ограничиваются лишь габаритами оборудования (ванной для аквапринта), а спектр материалов, позволяющих нанести текстуру, обычно выглядит как пластик или металл. Чаще всего аквапринт выполняется на элементах салона автомобиля (молдинги, рамка магнитолы и консоли, вставки руля и т.д), но так же это можно выполнить и на наружних поверхностях авто (крышки зеркал, ручки, колесные диски).
За последнее десятилетие технологическое оборудование для проведения аквапринта стало доступно и частным тюнинговым ателье. К слову сказать, мы, Авто-Локер, располагаем всем необходимым оборудованием для проведения аквапринта ОТ и ДО.
Ну а теперь давайте поскорее посмотрим самые популярные варианты, которые чаще всего заказывают наши клиенты. Конечно, это не полный спект текстур и цветов. Следует заметить, что одну текстуру можно нанести на разные цвета базового слоя и мы получим одно и то же дерево (или карбон, например), но разных оттенков.
АКВАПРИНТ: секреты, которые никто не расскажет.


С того времени как иммерсионная печать пришла в Россию появилось много видеороликов в интернете. Одни рассказывают о преимуществах и простоте, другие показывают технологию и методы. Например, популярный ресурс Youtube имеет огромное количество видеозаписей. На первый взгляд все просто, но в каждом деле есть свои секреты и нюансы.
Пошаговая инструкция
Первое это подготовить поверхность!
Перед тем как переносить пленку, необходимо провести подготовительные работы: отмыть делать, ошкурить, обезжирить и загрунтовать.
Некоторые производители автомобилей покрывают элементы салона специальным полимером: напоминающим тонкий слой резины. Его следует счистить, иначе иммерсионный рисунок долго не прослужит, а с гладким, полированным пластиком такое делать не нужно.
Второе это ошкуривание
Если обрабатываемая поверхность имеет неровности и шероховатости, проходим мелкой наждачной бумагой. После чего деталь обезжиривается.
Далее — праймер
«Праймер» – это прозрачный, быстросохнущий грунт для пластиковых изделий. Разработан специально для хорошей адгезии краски и других лакокрасочных покрытий. Может использоваться для алюминия, кожи, стеклопластика, поливинила, ПВХ. «Праймер» выпускается в специальных баллончиках под давлением. Распыляется тонким слоем на расстоянии 20-30 см. Сохнет около 5 минут.
Для деталей без повреждений и дефектов этого достаточно. В противном случае следует использовать «классический» автомобильный грунт.
Грунтовка
В качестве «классического грунта» используется автомобильный: наносится равномерно, небольшим слоем. Для ускорения процесса сушится под лампой или в сушильной камере.
Нанесение базового цвета
Для базового цвета используется нитро краска. Она очень быстро сохнет (около 15-20 минут) и не оставляет подтеков. Слой краски наносится с расстояния 20-30 см. После нанесения необходимо дождаться высыхания. Поверхность не должна липнуть к рукам. Все работы проводятся в чистом помещении!
После того как наша заготовка высохла, она готова к нанесению иммерсионной пленки.
Для работы понадобиться:
— Ванна с водой;
— Термометр;
— Кипятильник;
— Компрессор;
— Активатор;
— Компрессор.
Основные этапы работ. Перенос изображения



