Алмазное выглаживание поверхности детали
Алмазное выглаживание является простым, эффективным и высокопроизводительным методом отделочно-упрочняющей обработки, заключающимся в пластическом деформировании обрабатываемой поверхности скользящим по ней инструментом — закрепленным в оправке кристаллом алмаза. Алмазному наконечнику сообщается продольное перемещение — движение подачи. Деталь вращается с определенной скоростью. Во время обработки непосредственно перед инструментом, а также по бокам его и под ним происходит упруго-пластическая деформация металла. После прохождения инструмента упругая деформация восстанавливается. Находящиеся между гребнями микронеровностей впадины в процессе выглаживания заполняются материалом гребней, текущим в результате воздействия инструмента вниз и в сторону. Высота шероховатости значительно уменьшается, и упрочняется поверхностный слой детали, повышается его микротвердость, создаются благоприятные сжимающие напряжения.
Высокая твердость алмаза дает возможность обрабатывать практически все металлы. Однако, в наибольшей степени положительное влияние алмазного выглаживания проявляется при ППД сталей с высокой поверхностной твердостью, в том числе закаленных и цементованных сталей. Для таких материалов его применение дает лучшие результаты, чем обкатывание роликами и шарика
ми. Выглаживать можно все виды сталей, бронзы, латуни, сплавы алюминия, кроме сплавов на основе титана и циркония, которые налипают на инструмент.
В зависимости от способа внедрения алмазного инструмента различают жесткое и упругое выглаживание. При жестком выглаживании инструмент закрепляют в станке подобно резцу, и он во время обработки внедряется в поверхность детали на заданную глубину. Жесткое выглаживание не получило широкого распространения вследствие малых допусков на биение и геометрическую форму детали, а также высоких требований к жесткости системы СПИД.
Упругое выглаживание проще и удобнее для применения в производственных условиях. Основное преимущество устройств с упругим элементом — постоянство заданной силы выглаживания независимо от погрешностей установки и точности геометрической формы обрабатываемой поверхности. В зависимости от системы нагружения приспособления для выглаживания могут быть механическими, пневматическими, гидравлическими, магнитными, электромагнитными и комбинированными. Одна из многих существующих конструкций алмазных выглаживателей представлена на рис. 2.24.
По кинематике передачи силы от силового элемента (пружины) к инструменту устройства бывают прямого действия и рычажные. У устройств прямого действия сила от пружины или какого-либо другого силового элемента через шток, толкатель и т. д. передается
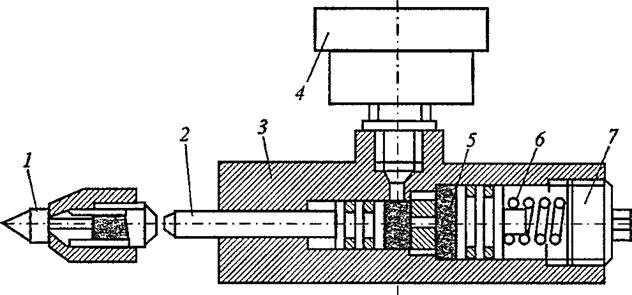
Рис. 2.24. Алмазный выглаживатель с силой нажатия сжатой жидкостью:
1 — выглаживатель; 2 — поршень (шток); 3 — корпус; 4 — манометр; 5 — масло;
6 — пружина; 7 — пробка
непосредственно на выглаживающий инструмент. У рычажных приспособлений сила передается на инструмент посредством рычага.
Основными параметрами алмазного выглаживания являются: форма и величина радиуса рабочей части алмаза; усилие выглаживания; подача; число проходов инструмента; скорость.
Существует две формы огранки рабочей части: по сфере и по боковой части цилиндра. Сферический инструмент — универсальный. Цилиндрическим обрабатывают наружные поверхности вращения. Величина радиуса алмаза зависит от твердости обрабатываемого материала и допустимой величины усилия. Усилие выглаживания больше 300 Н нецелесообразно, так как уменьшается стойкость алмаза, и ухудшаются условия его работы. Поэтому основным критерием выбора величины радиуса является твердость обрабатываемого материала (табл. 2.7). Вес кристалла алмаза равен 0,4…0,9 кар. Использовать инструмент с радиусом свыше 3,5 мм неэффективно, так как требуются значительные усилия выглаживания, ухудшающие условия работы и уменьшающие стойкость инструмента.
Зависимость радиуса алмаза от твердости материала
Osnastka.pro
Алмазное выглаживание.
Алмазное выглаживание, так как и накатка, является финишной чистовой операцией.
Алмазные выглаживающие инструменты подходят для обработки линейных, осесимметричных поверхностей со смежными радиусами или сложных кривых, таких как цилиндрические компоненты, внешние конусы, грани и цилиндрические, а также отверстия и внутренние конусы.
 Инструменты обеспечивают экономию времени за счет высокой производительности, и это является мотивом, который следует предпочесть для серийного производства. Исключительно высокая твердость алмаза (в шесть раз больше, чем у твердых сплавов) и низкий коэффициент трения (0,03. 0,12) дают возможность обрабатывать почти все металлы, поддающиеся пластической деформации, в том числе закаленные стали. Малая величина радиуса выглаживателя (0,5. 4мм) обуславливает небольшую силу выглаживания (от 50 до 300Н), что позволяет производить обработку маложестких деталей. Алмазное выглаживание применяется после точения или шлифования. В результате обработки выглаживанием обеспечивается уменьшение шероховатости в 2. 4 раз, увеличение несущей способности поверхности до 4-6 раз, упрочнение поверхностного слоя на 20. 150%.
Инструменты обеспечивают экономию времени за счет высокой производительности, и это является мотивом, который следует предпочесть для серийного производства. Исключительно высокая твердость алмаза (в шесть раз больше, чем у твердых сплавов) и низкий коэффициент трения (0,03. 0,12) дают возможность обрабатывать почти все металлы, поддающиеся пластической деформации, в том числе закаленные стали. Малая величина радиуса выглаживателя (0,5. 4мм) обуславливает небольшую силу выглаживания (от 50 до 300Н), что позволяет производить обработку маложестких деталей. Алмазное выглаживание применяется после точения или шлифования. В результате обработки выглаживанием обеспечивается уменьшение шероховатости в 2. 4 раз, увеличение несущей способности поверхности до 4-6 раз, упрочнение поверхностного слоя на 20. 150%.
Наиболее часто выделяют такие преимущества при алмазном выглаживании:
Обработка деталей машин выглаживанием относится к методам модификации поверхностного слоя пластическим деформированием без снятия стружки. Технология выглаживания основана на способности обрабатываемого материала пластически деформироваться и направлена на формирование микрогеометрических и физико-механических характеристик поверхностного слоя.
.png) .png) |
Скорость подачи за один оборот (мм/об.) = 0,5 x радиус режущей кромки (мм). Выбор радиуса резания (R) менее 1 мм обеспечивает наилучшую предварительную обработку.
Допуск на прокатку зависит от глубины шероховатости поверхности. Не стоит допускать перенаклеп поверхностного слоя, в результате которого шероховатость может начать ухудшаться, а может начаться и отслаивание поверхностного слоя.
.png)
.png)
.png)
Наилучшее усилие при выглаживании можно определить, испытав заготовку несколько раз при первом использовании инструмента. Сила выглаживания зависит от прочности материала, шероховатости предварительной обработки, направленной шероховатости и размеров заготовки.
.png) |
Начальное усилие при выглаживании для испытания может быть выбрано 38 Ньютонов (расстояние давления =0,1 мм). Во время выглаживания заготовка может вращаться в любом направлении. Скорость резания (Vc) может достигать не более 160 м/мин. Начальную скорость(Vc) для тестирования можно выбрать 50 м/мин.
Подача осуществляется в направлении оси заготовки. Подача может быть выбрана в диапазоне 0,01 – 0,2 мм/об. в зависимости от таких параметров, как предварительная обработка, тип материала, твердость материала и желаемая шероховатость поверхностей. Начальную подачу для тестирования можно выбрать 0,1 мм/об.
Перед началом процесса убедитесь, что на поверхности заготовки нет металлических частиц. Очистите поверхность сжатым воздухом, металлической щеткой или промыть фильтрованной охлаждающей жидкостью.
Эмульсию (масло и вода) следует использовать для охлаждения и смазки инструмента и заготовки. Эмульсию следует непрерывно заливать между заготовкой и полировальной вставкой с начала процесса и до его окончания. Эмульсию следует очищать с помощью фильтра диаметром не более 40 микрон.
Чугун выделяет мелкие частицы графита во время процесса выглаживания. Эта ситуация может привести к поломке, быстрой деформации и заклиниванию инструмента. Необходимо обеспечить подачу охлаждающей жидкости-смазки с максимально возможным расходом.
Данная оснастка хоть и не слишком хитрая в изготовлении, но имеет ряд особенностей и нюансов, и как правило имеет очень высокие цены.
.png)
.png)
.png)
.png)
.png)
Алмазный полировальный инструмент DS состоит из поворотной роликовой головки на 180 ° и держателя инструмента.
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.png)
С целью повышения производительности обработки и улучшения качественных характеристик поверхности применяют различные формы заточки инструментов. Например, известны конструкции инструментов с криволинейной рабочей поверхностью, выполненной по форме половины поверхности эллипсоида вращения с отношением полуосей 1,8…8.
Ниже на рисунке б представлен инструмент для выглаживания с криволинейной рабочей поверхностью, состоящей из двух участков, один из которых заборный, а другой выглаживающий.
.png)
.png)
Одним из направлений повышения эффективности обработки выглаживанием является введение в зону обработки дополнительного высокоинтенсивного источника энергии ультразвуковых колебаний. Сущность технологии такая же, как и при обычном выглаживании, но при этом выглаживающему инструменту сообщаются механические колебания определенной амплитуды с ультразвуковой частотой. Схема обработки приведена на рисунке ниже.
.png)
Сущность технологии заключается в следующем:
Инструмент внедряется в обрабатываемую поверхность с заданным усилием P. От ультразвукового генератора (УЗГ) через ультразвуковую колебательную систему (УЗКС) инструменту сообщаются дополнительные колебания определенной амплитуды 2A с ультразвуковой частотой. За счет множества микроударов инструмента по обрабатываемой поверхности достигаются значительное улучшение физико-механических свойств поверхности по сравнению с традиционной обработкой без ультразвука. В литературе имеются обширные данные об эффективности ультразвуковой упрочняющей обработки. Сообщение инструменту ультразвуковых колебаний осуществляется с помощью специальной системы УЗКС (ультразвуковая колебательная система). УЗКС представляет собой ультразвуковой преобразователь из специального материала (магнитострикционного или пъезоматериала), соединенного с концентратором. В свою очередь на торце концентратора закрепляется инструмент для выглаживания.
.png) |
.png) .png) |
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.png)



