Алюминиевая банка: революционное открытие

Изобретатели нового вида упаковки – инженеры из Кливленда братья Джоэл и Этан Кауфманы – утверждают, что на сегодняшний день алюминиевая банка – самая цивилизованная упаковка для напитков.
Во-первых, новый вид упаковки экономичен при производстве и транспортировке. Сокращение расходов горючего при перевозке не только возмещает, но даже превосходит энергозатраты на электролиз алюминия, а снижение выхлопов вредных веществ с лихвой компенсирует отрицательное воздействие алюминиевого производства на окружающую среду.
Во-вторых, алюминиевая банка рециклируема, то есть может перерабатываться неограниченное количество раз. Причём при переработке уже использованной алюминиевой банки можно сэкономить энергию, достаточную для работы телевизора в течение трёх часов. А количества электроэнергии, сэкономленной в результате переработки всех алюминиевых банок в Кливленде за год, достаточно, чтобы освещать этот самый Кливленд в течение нескольких лет.
 Изнутри алюминиевая банка покрыта специальным лаковым слоем, который позволяет сохранить вкус напитка. А самое главное – для того, чтобы её открыть, не нужен консервный нож: сверху в банку вмонтирован специальный ключ, при нажатии на который она легко открывается (фото 2).
Изнутри алюминиевая банка покрыта специальным лаковым слоем, который позволяет сохранить вкус напитка. А самое главное – для того, чтобы её открыть, не нужен консервный нож: сверху в банку вмонтирован специальный ключ, при нажатии на который она легко открывается (фото 2).
Для приёма использованных алюминиевых банок у населения Джоэл и Этан Кауфманы предлагают использовать специальные автоматы. После этого банки предлагается прессовать в брикеты весом 15-20 килограммов и отправлять на дальнейшую переработку – в специальные плавильные печи.

В поддержку инициативы кливлендских изобретателей выступила Джоан Кэтлин Трэверс, главный редактор кливлендского журнала Ручная работа (The Manual Work). Она утверждает, что из использованных алюминиевых банок можно сделать массу занимательных и практичных вещей, в том числе подставки для карандашей, водопроводные трубы, детские погремушки, а из железных «ключей» от банок можно создать даже. изящную женскую сумочку (фото 3).
Алюминиевая банка
Представлена практически полная информация об алюминиевых банках для пива и прохладительных напитков. Часто их называют просто “пивные банки“:
Смотри также интересную книгу:
Алюминиевая упаковка
Алюминий широко применяется в различных банках для упаковки пищевых продуктов (рисунок 1.1). Основные методы изготовления таких алюминиевых банок – круглых и прямоугольных – показаны на рисунке 1.2.

Рисунок 1.1 – Разнообразие алюминиевых пищевых банок [1]

Рисунок 1.2 – Методы изготовления банок из алюминиевого листа [1]
Алюминиевая упаковка для пива и напитков
Алюминиевые банки для пива и других напитков популярны во всем мире с 60-х годов прошлого века. В США почти 100 % пива продается в алюминиевых банках, в Европе – где-то 50 %. Алюминиевые банки потребляются в огромных количествах в основном в двух типах емкости: 0,33 и 0,50 л. Большие объемы производства оправдывают высокоскоростные, высокоточные производственные линии. Кроме того, эти основные типоразмеры алюминиевых банок имеют одинаковый диаметр, используют одинаковые крышки и отличаются только высотой.
Огромное преимущество алюминиевых пивных банок перед основным конкурентом – стеклом – возможность полной переработки алюминиевых банок после их использования в новые пивные банки.
Основные элементы и детали
Алюминиевые пивные банки (и для газированных напитков тоже) должны выдерживать внутреннее избыточное давление до 6 атмосфер. Поэтому конструкция банки включает толстое куполообразное дно и довольно тонкие стенки, которые, однако, с помощью внутреннего давления обеспечивает банке достаточную конструктивную прочность. Общий вид типичной пивной банки и назначение различных ее элементов показано на рисунке 1.3.

Рисунок 1.3 – Детали конструкции алюминиевой банки и их функции [2]
Размеры пивной банки
Действует отечественный нормативный документ на конструкцию алюминиевой банки – ГОСТ 33748-2016 (взамен ГОСТ Р 51756-2001) “Банки алюминиевые глубокой вытяжки с легковскрываемыми крышками”. Он, конечно же, согласуется с аналогичными международными нормативами. Согласно ему основные параметры и размеры пивных алюминиевых банок следующие (с точностью до 1 мм):
Высота пивной банки:
Диаметр пивной банки:
Толщина стенки пивной банки

Рисунок 2 – Толщина стенки банки имеет различную толщину [1].
 Рисунок 3 – Конструкция соединения крышки банки с ее корпусом:
Рисунок 3 – Конструкция соединения крышки банки с ее корпусом:
шов “двойной замок” [1]
Крышка пивной банки
Начало бурного роста популярности алюминиевых пивных банок относится к 1964 году, когда была изобретена конструкция “легковскрываемой” крышки (рисунок 4.1).

Рисунок 4.1 – Различные типы легковскрываемых алюминиевых крышек [1]
На “пивных” банках эти крышки открываются что называется голыми руками простым поворотом специального «ушка» (рисунок 4.2а). Или даже одной рукой (!) (рисунок 4.2б). Ушко устанавливают на крышку с помощью так называемой интегральной заклепки (рисунок 5). Ее называют интегральной, потому что она формируется непосредственно из металла крышки.
 Рисунок 4.2а – Крышка легко открывается и остается на банке [1]
Рисунок 4.2а – Крышка легко открывается и остается на банке [1]

Рисунок 4.2б – Открывание банки одной рукой [7]
 Рисунок 5 – Технология формовки интегральной заклепки на крышке банки [1]
Рисунок 5 – Технология формовки интегральной заклепки на крышке банки [1]
Механизм открывания пивной банки
Задача ушка и лепестка (его называют еще и “язычком”), добиться хлопка выходящего углекислого газа при усилии на ушке около 3 килограммов и полного проталкивания лепестка (язычка) внутрь банки при усилии до 7 килограммов, причем лепесток должен остаться висеть внутри банки.
Это достигается выполнением по периметру лепестка специальных насечек такой глубины, что остается только 0,085 мм металла вблизи заклепки и 0,110 мм на противоположной стороне (рисунок 6). В то же время, материал на насечках достаточно прочен, чтобы не разрушаться в ходе технологического процесса или при разгрузке в магазине.
Внутри лепестка можно заметить еще один, внутренний ряд насечек. Они не такие глубокие и служат, как утверждают, для направленного течения металла на основных насечках и предотвращения разрывов основных насечек при их формировании.
 Рисунок 6 – Хитроумные насечки обеспечивают
Рисунок 6 – Хитроумные насечки обеспечивают
надежное открывание банки в два этапа:
сначала выпуск газа, затем проталкивание лепестка внутрь банки [1]
Материалы алюминиевой банки
Требования к материалам
Главным требованием к материалам пивных банок является их способность к формовке с большими пластическими деформациями. Алюминиевые сплавы подходят в этом смысле идеально. Кроме того, для крышек пивных банок важна способность предсказуемо разрываться по насечкам. Алюминий справляется с этим намного лучше, чем сталь. Еще одним положительным моментом является то, что и корпус, и крышка – алюминиевые, что сводят к минимуму любые возможные гальванические эффекты, которые могли бы приводить к ускоренной коррозии.
Материал корпуса
Детали пивных банок изготавливают из алюминиево-марганцевых и алюминиево-магниевых сплавов (таблица). Для корпуса банки применяют ленты толщиной 0,30 мм из алюминиевого сплава 3004 или его модификации – алюминиевого сплава 3104 – в состоянии Н19.
Материалы крышки и ушка
Для крышек применяют лакированную ленту из алюминиевого сплава 5182 в состоянии Н48 толщиной 0,26 мм, а для изготовления «ушек» – ключей легкого открывания – ленту из алюминиевого сплава 5042 в состоянии Н18 толщиной 0,45 мм.
Таблица – Алюминиевые сплавы пивной алюминиевой банки

Технология
Цикл производства алюминиевых банок
На рисунке ниже показан цикл производства алюминиевых банок для пива и прохладительных напитков.

Рисунок 7.1 – Типичный цикл производства алюминиевых пивных банок [4]

Рисунок 7.2 – Пресс глубокой вытяжки [1]

Рисунок 7.3 – Вытяжка и раскатка стенок банки в “бодимейкере” [1]
Алюминиевый лист в рулонах
Заводы по производству алюминиевых пивных банок потребляют большое количество алюминиевого листа, который поставляется в больших рулонах. Корпус и крышка банки изготавливаются из алюминиевых листов – из различных алюминиевых сплавов. Каждый рулон весит около 11 тонн и при его размотке лист проходит расстояние 9-13 километров.
Алюминиевые рулоны поступают на завод по производству алюминиевых банок и загружаются в “размотчик” (uncoiler). Это машина, которая разматывает алюминиевый лист в начале линии по производству банок. Здесь же на алюминиевый лист наносят специальную смазку. Эта смазка помогает алюминиевому листу более “гладко”, без повреждений, проходить все формообразующие операции.
Изготовление корпуса банки
Типичная последовательность технологических операций по изготовлению корпуса банки показана на рисунке 7. Первой операцией в производстве банок является вырубка круглых заготовок, например, диаметром 140 мм. Естественно, при этой вырубке образуются отходы: эти потери составляют около 12-14 %. Они сразу же отправляются на переплавку для изготовления нового листа и новых пивных банок.
Из исходной круглой заготовки методом глубокой вытяжки (штамповки) получают промежуточную заготовку – неглубокую “чашку” (рисунки 8 и 9). Из этой “чашки” методом раскатки получают уже почти готовый корпус банки, а также формируют купол днища (рисунки 8, 10, 11). Затем эту банку-полуфабрикат моют, наносят на нее рисунки и покрывают лаком и только после этого заканчивают ее механическую формовку – формирование горла и отбортовку (рисунок 8).
 Рисунок 8 – Технология изготовления корпуса алюминиевой банки (0, 33 мм) [1]
Рисунок 8 – Технология изготовления корпуса алюминиевой банки (0, 33 мм) [1] 
Рисунок 9 – Глубокая вытяжка – формовка “чашки” [2] 
Рисунок 10 – Раскатка стенки банки [2]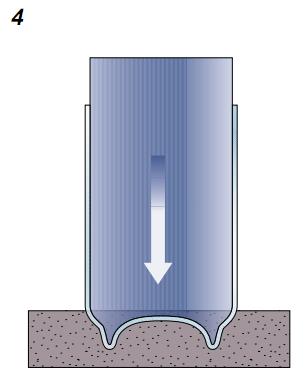 Рисунок 11- Формовка днища [2]
Рисунок 11- Формовка днища [2]
Изготовление крышки пивной банки
Алюминиевый лист подается в рулонах весом до 8 тонн. Из каждого рулона производится до 2,5 миллионов крышек. Алюминиевый лист, который имеет предварительное лаковое покрытие, подается в специальный пресс, на котором штампуют почти готовую крышку. Затем производят формирование сложной кромки крышки, которая потом обеспечит ее надежное соединение с корпусом банки.

Рисунок 12 – Еще не полностью готовая крышка [3]
Изготовление ушка пивной банки
Технология изготовления ушка – ключа-открывашки – включает около 13 операций (рисунок 13), прежде чем его можно будет устанавливать на крышке.

Рисунок 13 – Технологические операции изготовления ушка [3]
Лом алюминиевых банок
Сколько банок в 1 килограмме лома?
Средний вес различных банок различной емкости для слабоалкогольных напитков, в том числе, пивных:
Сколько стоит 1 кг алюминиевых банок на лом?
Стоимость лома алюминиевых банок (в Москве на конец апреля 2020 года):
Не сминать алюминиевую банку
Крупные переработчики отходов обычно просят не сминать пустые алюминиевые банки. Дело в том, что бытовой или, как его называют, муниципальный мусор сортируют автоматически на специальных сортировочных машинах. Эти машины идентифицируют алюминиевые банки по их форме: круглые и гладкие. Смятую банку машина принимает за невосполнимые отходы и отправляет ее на мусорную свалку.
Переплав алюминиевых банок
Простой переплав алюминиевых банок дает в среднем такой состав алюминия:

Рисунок 14 – Рециклинг алюминиевых банок [5]
 Рисунок 15 – Линия переработки использованных алюминиевых банок
Рисунок 15 – Линия переработки использованных алюминиевых банок
в слитки для прокатки листов для производства новых алюминиевых банок [5]
CANPACK: «АЛЮМИНИЕВАЯ БАНКА – ЛУЧШАЯ ТАРА»
Стеклянная и ПЭТ-бутылка, алюминиевая банка — напитки сейчас выпускают в разной таре. Всё зависит от того, какие маркетинговые цели у компаний-производителей и как они позиционируют собственные бренды. И всё же многие сходятся в том, что алюминиевая банка — лучшая упаковка для напитков. Какие плюсы у такой упаковки, почему она сейчас в дефиците и что будет дальше, рассказывает представитель нашего партнёра Андрей Столяров, руководитель отдела продаж подразделения CANPACK в России.
30 лет опыта
CANPACK входит в группу компаний Giorgi Global Holdings, Inc. (США), была основана в 1992 году в Кракове для выпуска алюминиевых банок для напитков. Спустя два года на заводе в Бжеско запустили первую производственную линию. С годами мы росли и расширялись, открывая каждый год по одному-два новых завода по всему миру. Так, сегодня CANPACK помимо банок для напитков производит высококачественные стеклянные бутылки, металлические кронен-пробки и другую упаковку для пищевой промышленности. За почти 30 лет существования мы стали партнёрами крупнейших производителей напитков на планете.
С чего всё начиналось
Принято считать, что металлическая тара стала распространяться с 1935 года. Банки оказались более лёгкой и прочной альтернативой стеклянным бутылкам. Тогда их изготавливали из трёх составных частей, они были тяжелее нынешних и для открывания напитка требовался специальный ключ. Первые же двухсоставные банки, к которым мы привыкли и которые используем сейчас, появились позднее, в 1958 году. Единственное, что их отличало от современных, — открывашка. Современный её тип, «остающееся ушко» (SOT, или stay-on tab), придумали позднее, в 1975 году. Более подробно познакомиться с историей создания алюминиевой банки и посмотреть различные образцы можно при посещении одного из наших заводов.
Преимущества алюминиевой банки
Тут всё просто. Во-первых, банка — экологичная тара. Она на 99,9% состоит из алюминия, который можно бесконечно перерабатывать, то есть изготавливать из старых банок новые бесконечное количество раз без потери качества. Интересно, что 75% всего алюминия, когда-либо произведённого в мире с момента его создания в XIX веке, используется до сих пор.
Для изготовления новой банки из переработанного сырья (использованных банок) требуется всего 5% энергии и 5% выбросов парниковых газов по сравнению с выпуском банки из нового сырья. Это огромное преимущество алюминиевой банки перед другими видами упаковки полностью соответствует повестке дня об ответственном потреблении и бережливом отношении к экологии и ресурсам планеты. Внешнее и внутреннее покрытие (пищевой лак) никак не влияют на это свойство материала.
Во-вторых, такая упаковка обеспечивает безопасность продукции. Она предотвращает попадание воздуха и света, дольше сохраняет вкус и свежесть напитка. В-третьих, её бесспорный плюс — лёгкость и, как следствие, удобство логистики, экономия сырья и сокращение выбросов парниковых газов.
И, наконец, в-четвёртых, презентабельный и адаптивный внешний вид. Почти всю поверхность алюминиевой банки можно использовать для печати, нанести дизайн любой сложности, чтобы представить историю конкретного бренда и напитка, донести до потребителя все его преимущества и особенности.
С заботой о планете
Алюминий, как я уже сказал, представляет собой материал, который можно бесконечно перерабатывать. Он не загрязняет планету так, как это делает, например, пластик. Сбор и утилизация вторсырья — очень интересный и современный проект. В развитых странах эти процессы налажены достаточно хорошо, а ещё это отдельный лицензируемый вид бизнеса. Например, в Бразилии вторичная переработка алюминиевой банки составляет 98%, в Германии 95%, а в России, по нашей оценке, менее 50%. Мы, разумеется, сдаём все наши производственные отходы на завод по выпуску первичной алюминиевой ленты.
Сверхпопулярность тары
Сегодня все производители напитков отмечают дефицит алюминиевых банок во всём мире, особенно в США. Почему так? Есть несколько причин. Растёт необходимость в перерабатываемой таре. Увеличивается население. В некоторых странах вводят ограничения на использование ПЭТ-тары из-за растущей обеспокоенности экологической ситуацией. Популярность алюминиевой упаковки особенно повышается в сегменте энергетических напитков.
Пандемия одномоментно заставила большой процент потребителей ограничить посещение кафе и ресторанов и приобретать напитки в супермаркетах. Как следствие, производители оборудования для изготовления алюминиевой банки перегружены заказами, с одной стороны, с другой — испытывают те же сложности с комплектующими, что и другие отрасли, подверженные влиянию пандемии. В результате темпы производства банок не в состоянии успеть за ростом спроса.
Начало сотрудничества
Сотрудничество с Московской Пивоваренной Компанией началось в 2009-м, за год до запуска первого российского завода в Волоколамске. Банку тогда импортировали с Украины. Сейчас у нас уже два завода, второй находится в Новочеркасске Ростовской области и функционирует с 2013 года. Мы выпускаем банки трёх видов: 0,25, 0,33 и 0,449 литра.
Он начинает скупку производителей вторичного алюминия
От лома алюминиевых банок к новым банкам
Переработка лома алюминиевых банок в новые банки считается замечательным примером почти безотходного производственного процесса. Именно переработка лома алюминиевых банок сыграла главную роль в бурном росте рынка алюминиевых банок для пива и газированных напитков.
При производстве алюминия из алюминиевого лома потребляется на 95 % меньше энергии, чем при его выплавке из ископаемых руд. Процесс переработки алюминиевого лома дает только 5 % из вредных выбросов, которые уничтожают земной озоновый слой, чем при производстве первичного алюминия [4].
Во всем мире продается более 350 миллиардов алюминиевых банок. При этом в лом поступают не все банки. Доля лома во в общем объеме алюминиевых банок составляет:
В 2020 году в Европе было переработано 74,5 % использованных алюминиевых банок из-под пива и напитков. Как это было в различных европейских странах см. на графике рисунок 1 [4]. Типичный завод по переработке алюминиевых банок в слитки для прокатки алюминиевого листа, который идет на изготовление новых банок, показан на рисунке 2.

Рисунок 1 – Доля переработанных алюминиевых банок по европейским странам [4]
Рисунок 2 – Завод по переработке лома алюминиевых банок в прокатные слитки для изготовления новых банок [3]
Небольшую часть лома алюминиевых банок переплавляют в обычных или роторных плавильных печах и она идет, в основном, на изготовление литейных сплавов.
Простой переплав отходов алюминиевых банок дает в среднем такой состав алюминия [2]:
“Алюминий” такого химического состава вполне укладывается в интервалы химического состава сплавов 3004 и 3104 (см. таблицу ниже), которые применяют для изготовления корпуса банки. Поэтому подавляющая часть металла из лома алюминиевых банок – около 80 % – возвращается к производителям новых банок.
Ниже излагаются общие подходы к переработке лома алюминиевых банок, когда его применяют опять же для изготовления банок. Аналогичные, иногда весьма сложные, технологии применяют на многих заводах в США и Западной Европе.
Места поиска
Прежде чем сдать алюминий в Москве, его нужно найти. Но не все знают, где можно обнаружить цветной металлолом. Так как он устойчив к воздействиям внешней среды и не подвержен окислению, то его используют в пищевой промышленности, машиностроении, строительстве и в других отраслях.
Поэтому самые распространённые изделия — это посуда. Кастрюли, миски, столовые приборы и так далее. Из-за своей низкой стоимости их часто используют в столовых. Стружка и обрезки металлических конструкции, провода, элементы окон — вот неполный перечень предметов, которые содержат алюминий. В радиаторах, электроприборах, запчастях от автомобиля тоже есть этот металл.
Все эти изделия можно сдать в специальные приемки. Цена зависит от ряда факторов. В первую очередь, все решает компания, которая организует покупку. Далее играет роль класс, группа и сорт. Бывает кусковой лом, порошкообразные отходы и прочее сырье. Химики выделяют 10 групп алюминия, каждая из которых отличается составом сплава. Сорт оценивается по типу и виду изделия.
Сплавы алюминиевых банок
Полезно знать, что алюминиевые банки изготавливают из нескольких различных алюминиевых сплавов и только из них (таблица):
Некоторые хитрости
Достаточно потратить совсем немного времени и собранный материал для переработки можно будет сдать по высокой стоимости. Его нужно очистить от всех неметаллических частиц — дерева, пластика и прочего мусора. Второй этап — это сортировка. Весь алюминий лучше поделить по категориям. Например, по размеру, виду или другим параметрам. Желательно удалить другие металлические элементы.
Следующее действие — анализ предложений рынка. Каждый пункт приема предоставляет свои условия для покупки сырья. Нежелательно обращаться к перекупщикам, так как они работают без лицензии и не имеют навыков работы с ломом. Такие лица могут заманивать обещаниями выгодной цены, но на деле их предложения будут намного ниже официальных.
Поэтому лучше изучить предложения компаний. Некоторые из них предпочитают работать только с юридическими лицами и большими объемами, другие — c обычным населением. Условия приема можно узнать по контактным телефонам фирмы. Не стоит торопиться с выбором, куда именно отнести лом.
Измельчение лома алюминиевых банок
Обычно алюминиевые банки поступают на переплавку в виде брикетов весом до 400 кг и плотностью не более 500 кг/м3. Эти брикеты удобны для транспортировки, но не годятся для прямой загрузки в печь для переплавки в материалы, которые пойдут на изготовление новых банок. Поэтому эти брикеты подвергают измельчению и сортировке, чтобы убедиться, что в них нет жидкостей или взрывоопасных материалов. Это очень важно для обеспечения безопасности литейщиков и сохранности литейного оборудования. Для этого применяют специальные измельчающую машину – шредер.
Особенности образования стоимости
Самая высокая стоимость алюминия за кг у чистого электротехнического лома. Его добывают из кабеля и высоковольтных проводов. Часто сдают остатки от демонтажа и производства витражей, профиль обычно сдают чистый. Его вручную избавляют от лишних примесей в виде резинок, уголков и другого мусора. Компании по переработке могут дорого купить офсетные листы из типографии. Этот материал высокого качества. Сдача кухонной утвари не такая простая, так как необходимо изучать особенности состава.
Все прочие сплавы (моторные и катерные диски, АМГ и другие) ценятся не так высоко. Существуют изделия, которые в своем составе содержат алюминий, цинк и медь. Они относятся к другому виду металлолома, и их стоимость рассчитывается отдельно.
Для того чтобы понимать, по какой цене принимают алюминий, нужно уметь оценивать его качество. Чем выше степень его чистоты, тем больше за него заплатят. У каждой фирмы свои правила приема, некоторые берут изделия в любом виде.
«Делакирование» лома алюминиевых банок
Применяют два подхода непрерывного термического удаления лака. Один основан на относительно длительном выдерживании измельченного алюминиевого лома при определенной температуре, а другой – на коротких циклах нагрева с постепенным повышением температуры до чуть ниже температуры плавления алюминиевого лома.
В первом случае применяют конвейерную печь, в которой измельченные алюминиевые банки проходят через камеру при температуре около 520 °С. Эта камера содержит продукты сгорания лака, которые разбавляют воздухом для создания благоприятной для удаления лака атмосферы.
При втором подходе применяют роторную печь со сложной системой рециркуляции продуктов сгорания. Температура последней стадии – около 615 °С, что очень близко к температуре начала плавления в алюминиево-магниевых сплавах, из которых обычно изготавливают крышки (сплав 5182) и ключи для открывания (сплав 5054) пивных банок.
Обе системы могут иметь проблемы, которые приводят к неполному удалению лака. Если температура слишком низкая или длительность обработки слишком короткая, то на поверхности алюминия остается черное смолянистое покрытие. Это приводит к возгоранию лома при его плавлении и чрезмерным потерям металла за счет угара. Если же температура слишком высока или длительность обработки слишком велика, то это приводит к значительному окислению лома и также приводит к повышенным потерям металла.
Как в домашних условиях плавить алюминий
Алюминий часто используется для изготовления деталей. Иногда плавят кусочки алюминия, чтобы заделать дефект, делают отливки. Плавить можно обломки дюраля, ненужные радиодетали. В обзоре представлены способы, как в домашних условиях расплавить алюминий, что для этого потребуется. Специалисты поделятся опытом, расскажут, какие свойства легкого металла необходимо учитывать, чтобы плавить металл самостоятельно.
Характеристики алюминия
Технология плавления алюминия в домашних условиях
Суть плавления состоит из нескольких этапов:
В принципе, технология промышленного и кустарного литья ничем не отличается. Лом плавят до состояния текучести. После этого отделяют расплав от шлака, сливают в заготовленные формы. Их после охлаждения отливки разбивают. Важно определить, что в результате должно получиться из жидкого алюминия. Даже если плавить металл решили ради эксперимента, емкость или форму для литья все равно необходимо приготовить. Тогда можно будет рассмотреть получившийся слиток, проверить его на пористость, чистоту, однородность структуры.
Оборудование и способы плавки
Прежде, чем плавить алюминий, выбирают место и способ разогрева металла. Два часто используемых варианта:
— газовой плитой, можно плавить небольшое количество лома, но выход расплава будет невысокий.
Литье плавят в стальной посуде. Для повышения скорости нагрева используют конструкцию из двух емкостей, их вставляют одна в другую с зазором 1 см. Дно большой посудины перфорируется, оно выполняет функцию пламярассекателя. Когда есть газовая горелка, совмещают нижний нагрев с верхним. Плавить металл можно быстрее.
Дополнительное оборудование
Для небольших порций лома иногда используют жестяные банки. Но эта тара ненадежная, не исключено прогорание жести. Надежнее использовать керамический или металлический огнеупорный тигель для муфельных печей. Хороший вариант – обрезанный стакан огнетушителя. Для удобства делают желоб, по которому будет стекать расплавленный алюминий. При работе используют длинные щипцы. Понадобится ложка на длинной ручке для сбора шлака.
Как сделать форму для отливки
Перед тем, как расплавить алюминий, готовят болванку для отливки. Существует несколько способов заливки жидкого расплава. Чаще используют открытый и закрытый метод. О каждом стоит рассказать подробнее.
Открытая форма
Когда плавят алюминий по открытой методике, после плавления расплав выливают в подготовленную емкость, например, жестяную банку. Алюминиевую отливку вынимают из банки в горячем виде, когда горячий расплав немного схватится сверху. Достаточно несильно постучать по емкости. Если не нужен слиток заданной геометрии, расплавленный металл выливают на любую ровную огнеупорную поверхность, он хорошо держится, не растекается, внешне напоминает ртуть.
Закрытая форма
Сложные по геометрии отливки получают в специально приготовленных формах. Она должна соответствовать параметрам детали, обычно делается разъемной. Для изготовления формы используют деталь-макет, по которому делают отливку. В качестве формующего материала используют кремнезем, он хорошо трамбуется, его несложно найти. Кремнезем заменяют:
Из гипса делают сплошные бесшовные формы, они одноразовые, их после застывания алюминия разбивают. Деталь-макет изготавливают из воска или пенопласта. Его помещают внутрь емкости, используемой для формы, затем заливают пустоты. Получаются ровные детали, не требующие дополнительной обработки. Когда используется гипс, его сушат в течение пары дней. Гипс боится влаги, разбухает. Он склонен к растрескиванию при высыхании. При контакте с парафином или пенопластом гипс сохраняет свою структуру, не образуется рытвин, раковин.
Полезные советы
Необходимо соблюдать противопожарную безопасность, процесс литья связан с использованием открытого пламени. Важно использовать индивидуальные средства защиты: перчатки, очки.
Разделение алюминиевых сплавов
Горячий, «делакированный» алюминиевый лом поступает затем в термомеханическую камеру-сепаратор. В этой камере поддерживается заданная температура и неокислительная атмосфера. В ней крышки банок из сплава 5182, а также ключей из сплава 5054, подвергают легкому механическому воздействию, в результате которого они разбиваются на мельчайшие фрагменты по границам зерен. Весь процесс основан на том, что под воздействием узкого интервала температуры размягчаются только границы зерен. Эти мелкие фрагменты из сплавов 5181 и 5054 непрерывно отсеивают и направляют в печь для переплавки крышек, а оставшийся алюминиевый лом – в печь для переплавки корпусов банок.
Плавление алюминиевого лома
Для плавления алюминиевых банок обычно применяют специальные печи. При плавлении образуется значительное количество шлака – смеси металла, оксидов и других загрязнений. Этот шлак содержит много газов, поэтому хорошо плавает сверху расплава. Его удаляют и отправляют на восстановление из него металла. Обычно вес шлака составляет около 15 % от начальной загрузки лома. Из этой специальной печей расплав передают в непрерывную плавильную печь, в которую дополнительно загружают крупный алюминиевый лом и первичный нелегированный алюминий для получения нужного объема и приблизительного химического состава заданного сплава.
Производство алюминиевых банок
Алюминиевые ленты для корпусов и крышек банок поставляют производителям банок. В результате процесса производства алюминиевых банок около 20 % алюминиевой ленты (или 13 % от исходного расплава) возвращается производителю слитков в виде производственных отходов – остатков листов с отверстиями на месте вырезанных заготовок для корпусов и крышек банок. В целом, около 55 % количества исходного расплава в миксере уходит во внутренний, производственный лом. Если бы все банки возвращались в виде алюминиевого лома, то для замыкания цикла переработки старых алюминиевых банок в новые нужно было пополнять только потери алюминия от угара – всего несколько процентов.



