Стеклопластик, его свойства и области применения
 Стеклопластик представляет собой композиционный материал, в состав которого входит стекловолокно и связующее вещество. Стекловолокно является армирующим элементом, обеспечивающим необходимые прочностные характеристики, а связующее вещество – это наполнитель, равномерно распределяющий усилия между армирующими волокнами и обеспечивающий их защиту от воздействий окружающей среды.
Стеклопластик представляет собой композиционный материал, в состав которого входит стекловолокно и связующее вещество. Стекловолокно является армирующим элементом, обеспечивающим необходимые прочностные характеристики, а связующее вещество – это наполнитель, равномерно распределяющий усилия между армирующими волокнами и обеспечивающий их защиту от воздействий окружающей среды.
Свойства материала
От ряда других материалов композиционного состава отличают стеклопластик свойства, среди которых наиболее важными являются следующие:
Когда речь заходит о механических свойствах стеклопластика, его принято сравнивать со сталью.
Абсолютные значения предела прочности у стеклопластика ниже, чем у стали, но при этом стеклопластик показывает большую удельную прочность. Удельный вес стеклопластика в 3,5 раза меньше, а вес двух равнопрочных конструкций, изготовленных из стеклопластика и из стали, будет отличаться более чем в 2 раза.
Отрицательными считаются такие характеристики стеклопластика как:

Производство
Долгое время областью использования стеклопластика являлись космические технологии, авиационная промышленность и судостроение. Исключительные свойства этого материала не могли найти применения в широких отраслях промышленного производства из-за отсутствия в должной мере проработанной и налаженной технологии массового выпуска изделий и профилей заданных форм и размеров. Ситуация изменилась с открытием пултрузионной технологии производства композиционных материалов.
В общем случае процесс заключается в протягивании (pull) армирующего волокна через (throught) форму с разогретым связующим веществом с последующими этапами остывания и отвердевания.
Количество вариантов этой технологии велико. Существуют горизонтальные линии производства, вертикальные, линии непрерывного производства и периодического. При небольших объемах производства применяется метод ручного формования изделий или метод напыления стекловолокна вручную.

Применение
На сегодняшний день стеклопластик считается композиционным материалом, наиболее удачно сочетающим в себе необходимые качества и доступную цену. Материал хорошо поддается окрашиванию, нанесению различных покрытий и механической обработке. Технические характеристики стеклопластика обуславливают его востребованность в различных видах производства.
Судостроение и производство емкостных сооружений
Судостроение – одна из отраслей, инициировавших развитие производства стеклопластика в промышленных масштабах. Большая часть корпусов малотоннажного флота во всем мире сегодня изготовляется из этого материала: весельные и моторные лодки, спасательные шлюпы, гоночные яхты и крейсерные яхты класса люкс, рыболовецкие суда небольшого водоизмещения, катера, скутеры, катамараны и множество других плавсредств.
Кроме непосредственно каркасов судов из стеклопластика изготовляют конструкции палуб и кабин, крылья, ходовые мосты, крышки люков и двигателей. В последнее время по аналогии с корпусами лодок из стеклопластика стали выпускать емкости всех возможных видов, начиная от ванн и заканчивая искусственными прудами и бассейнами.

Автомобилестроение
В автомобильной промышленности распространено применение стеклопластика для изготовления деталей кузовов, бамперов, кабин и кузовного обвеса. Из композиционного материала изготавливают конструкции крепления багажа на крыше и детали интерьера салона. Корпуса гоночных автомобилей (болиды) полностью изготавливаются из стеклопластика, а в спортивных автомобилях из композита часто изготавливают крыши, двери, капоты и крышки багажников.
Стеклопластик не подвержен коррозии при повреждении поверхности. В случае деформации при ударе легко восстанавливается. Хорошо поддается покраске, при этом композиционной материал в сравнении с металлом требует нанесения меньшего количества слоев красящего состава для достижения нужного оттенка RAL. Сочетание этих свойств позволяет значительно снизить стоимость производства и ремонта транспортных средств.

Сооружения водоснабжения и канализации
Большое распространение получил композиционный материал в производстве трубопроводов высокого давления и ливневых коллекторов больших диаметров. Стеклопластиковые трубы удобны в монтаже благодаря своему малому весу, могут прокладываться под автомобильными проездами без дополнительных защитных гильз (они сами могут исполнять функции гильз для других трубопроводов), не подвержены коррозии и не требуют установки станций катодной защиты.
Большая часть емкостей локальных очистных сооружений канализации, таких как септики, аэротенки, фильтры и отстойники, изготавливают из стеклопластика.
Высокая прочность материала позволяет создавать сооружения большой вместимости при относительно небольших толщинах стенок и добиваться стоимости, сопоставимой со стоимостью традиционной технологии изготовления емкостей из водонепроницаемого железобетона. Учитывая, что композиционный материал более долговечен, не требует ухода и ежегодного ремонта, выбор в его пользу очевиден.

Строительство
Широкое распространение получило применение стеклопластика в строительстве. В первую очередь материал используется как заменитель некоторых металлических и каменных конструкций. Возможность такой замены определяют прочностные характеристики, декоративные свойства и ценовые показатели материала.
В малоэтажном строительстве при заливке фундаментов и бетонных стен применяется стеклопластиковая арматура. В высотном домостроении из композитного материала изготавливают элементы фасадов, лепнины и декоративных украшений. Стеклопластиковый профиль стал хорошей заменой ПВХ при изготовлении дверных и оконных систем.
Помимо фундаментов зданий и сооружений стеклопластиковая арматура используется при устройстве автодорог и тротуаров. Если соблюдена технология строительства, дорожное полотно, армированное элементами из композиционных материалов, не растрескивается, не продавливается колесами и не собирается в «гармошку» на перекрестках.

Энергетика
Благодаря отличным диэлектрическим свойствам в сочетании с прочностью и долговечностью, изделия из композиционного материала нашли применение в энергетической сфере. В первую очередь, это изоляторы, крышки корпусов электротехнического и коммутационного оборудования, элементы высоковольтных пускателей, детали шкафов управления, щитов и ячеек.
Из стеклопластика изготавливают строительные конструкции электропомещений, такие как диэлектрические настилы, ограждающие панели и короба, плиты фальшполов, перекрытия кабельных этажей и каналов.

С еще одним композитным материалом и его свойствами можно познакомится в статье Разновидности листового текстолита и его свойства.
Стеклопластики. Их свойства. Производство. Методы изготовления.

Доброго времени суток.
Сегодня будем повышать культуру производства. Обязательно к прочтению 🙂 особенно новичкам.
Стеклопластик — композиционный материал, состоящий из стеклянного наполнителя и синтетического полимерного связующего. Наполнителем служат в основном стеклянные волокна в виде нитей, жгутов (роввингов), тканей, матов, рубленых волокон; связующим — полиэфирные, феноло-формальдегидные, эпоксидные, кремнийорганические смолы, полиимиды, алифатические полиамиды, поликарбонаты и др. Для стеклопластика характерно сочетание высоких прочностных, диэлектрических свойств, сравнительно низкой плотности и теплопроводности, высокой атмосферо-, водо- и химстойкости. Механические свойства стеклопластика определяются преимущественно характеристиками наполнителя и прочностью связи его со связующим, а температуры переработки и эксплуатации — связующим.
Наибольшей прочностью и жёсткостью обладают стеклопластики, содержащие ориентированно расположенные непрерывные волокна. Такие стеклопластики подразделяются на однонаправленные и перекрёстные; у первых волокна расположены взаимно параллельно, у вторых — под заданным углом друг к другу, постоянным или переменным по изделию. Изменяя ориентацию волокон, можно в широких пределах регулировать механические свойства стеклопластиков.
Большей изотропией механических свойств обладают стеклопластики с неориентированным расположением волокон: материалы на основе рубленых волокон, нанесённых на форму методом напыления одновременно со связующим, и на основе холстов (матов). Диэлектрическая проницаемость стеклопластиков 4-14, тангенс угла диэлектрических потерь 0,01-0,05.
Изделия из стеклопластика с ориентированным расположением волокон изготавливают методами намотки, послойной выкладки или протяжки с последующим автоклавным, вакуумным или контактным формованием либо прессованием, из пресс-материалов — прессованием и литьём.
Примеры изделий из стеклопластика
Стеклопластик применяют как конструкционный и теплозащитный материал при производстве корпусов лодок, катеров, судов и ракетных двигателей, кузовов автомобилей, цистерн, рефрижераторов, радиопрозрачных обтекателей, лопастей вертолётов, выхлопных труб, деталей машин и приборов, коррозионностойкого оборудования и трубопроводов, небольших зданий, бассейнов для плавания и др., а также как электроизоляционный материал в электро- и радиотехнике.
Свойства стеклопластиков.
Стеклопластик обладает многими очень ценными свойствами, дающими ему право называться одним из материалов будущего. Ниже перечислены некоторые из них.
Малый вес.
Удельный вес стеклопластиков колеблется от 0,4 до 1,8 и в среднем составляет 1,1 г/см3. Напомним, что удельный вес металлов значительно выше, например, стали – 7,8, а меди — 8,9 г/см3. Даже удельный вес одного из наиболее легкого сплава, применяемого в технике, — дуралюмина составляет 2,8 г/см3. Таким образом, удельный вес стеклопластика в среднем в пять-шесть раз меньше, чем у черных и цветных металлов, и в два раза меньше, чем у дуралюмина. Это делает стеклопластик особенно удобным для применения на транспорте. Экономия в весе на транспорте переходит в экономию энергии; кроме того, за счет уменьшения веса транспортных конструкций (самолетов, автомобилей, судов и т.п.) можно повысить их полезную нагрузку и за счет экономии топлива увеличить радиус действия.
Диэлектрические свойства.
Стеклопластики являются прекрасными электроизоляционными материалам при использовании как переменного, так и постоянного тока.
Высокая коррозионная стойкость.
Стеклопластики как диэлектрики совершенно не подвергаются электрохимической коррозии.
Существует целый ряд смол (некоторые полиэфирные смолы, смолы Norpol DION), позволяющие получить стеклопластики стойкие к различным агрессивным средам, в том числе и к воздействию концентрированных кислот и щелочей.
Хороший внешний вид.
Стеклопластики при изготовлении хорошо окрашиваются в любой цвет и при использовании стойких красителей могут сохранять его неограниченно долго. Прозрачность. На основе некоторых марок светопрозрачных смол можно изготовить стеклопластики, по оптическим свойствам немногим уступающим стеклу.
Высокие механические свойства.
При своем небольшом удельном весе стеклопластик обладает высокими физико-механическими характеристиками. Используя некоторые смолы и определенные виды армирующих материалов, можно получить стеклопластик, по своим прочностным свойствам превосходящий некоторые сплавы цветных металлов и стали.
Теплоизоляционные свойства.
Стеклопластик относится к материалам с низкой теплопроводностью. Кроме того, можно значительно повысить теплоизоляционные свойства путем изготовления стеклопластиковой конструкции типа “сэндвич”, используя между слоями стеклопластика пористые материалы, например пенопласт. Благодаря своей низкой теплопроводности, стеклопластиковые сэндвичевые конструкции с успехом применяются в качестве теплоизоляционных материалов в промышленном строительстве, в судостроении, в вагоностроении и т.д.
Простота в изготовлении.
Существует много способов изготовления стеклопластиковых изделий, большинство из которых требует минимальных вложений в оборудование. Например, для ручного формования потребуются только матрица и небольшой набор ручных инструментов (прикаточные валики, кисти, мерные сосуды и т.д.). Матрица может быть изготовлена практически из любого материала, начиная с дерева и заканчивая металлом. В настоящие время широкое распространение получили стеклопластиковые матрицы, которые имеют сравнительно небольшую стоимость и длительный срок службы.
Стеклопластик получают путем горячего прессования стекловолокна(Здесь имеется ввиду метод производства СТЕКЛОМАТЕРИЛА. Rules26), перемешанного с синтетическими смолами. В стеклопластиках стекловолокно играет роль армирующего материала, придающего изделиям высокую механическую прочность при малой плотности.
В настоящее время существует целый ряд различных смол, используемых в производстве стеклопластиковых изделий. Наибольшее распространение получили полиэфирные, винилэфирные и эпоксидные смолы. В зависимости от метода формования, химсостава и области применения все смолы можно разделить на следующие группы:
а) по методу формования:
для ручного формования
для вакуумной инжекции
для горячего прессования
для процессов намотки
для пултрузии
б) по области применения:
обычные конструкционные
химстойкие
огнестойкие
теплостойкие
светопрозрачные
Основные методы изготовления стеклопластиковых изделий.
1. Ручное (контактное) формование.
При этом методе стеклоармирующий материал вручную пропитывается смолой при помощи кисти или валиков. Затем пропитанный стекломат укладывается в форму, где он прикатывается прикаточными валиками. Прикатка осуществляется с целью удаления из ламината воздушных включений и равномерного распределения смолы по всему объему. Отверждение ламината происходит при обычной комнатной температуре, после чего изделие извлекается из формы и подвергается мехобработке (обрезка облоя, высверливание отверстий и т.д.)
Применяемые материалы:
Смолы: Любые, например эпоксидные, полиэфирные, винилэфирные.
Волокна: Любые.
Наполнители: Любые, стойкие к используемым смолам.
Основные преимущества:
Широко используется в течении многих лет.
Простота процесса.
Недорогие используемые инструменты, если используются смолы, отверждаемые при комнатной температуре.
Широкий выбор поставщиков и материалов.
Более высокое содержание стеклянного наполнителя и более длинные волокна по сравнению с методом напыления рубленного роввинга.
Основные недостатки:
Качество смеси смолы и катализатора, качество ламината, содержание стеклообразующего в ламинате очень зависят от квалификации рабочих.
Высокая вероятность воздушных включений в ламинате.
Малая производительность метода.
Вредные условия труда.
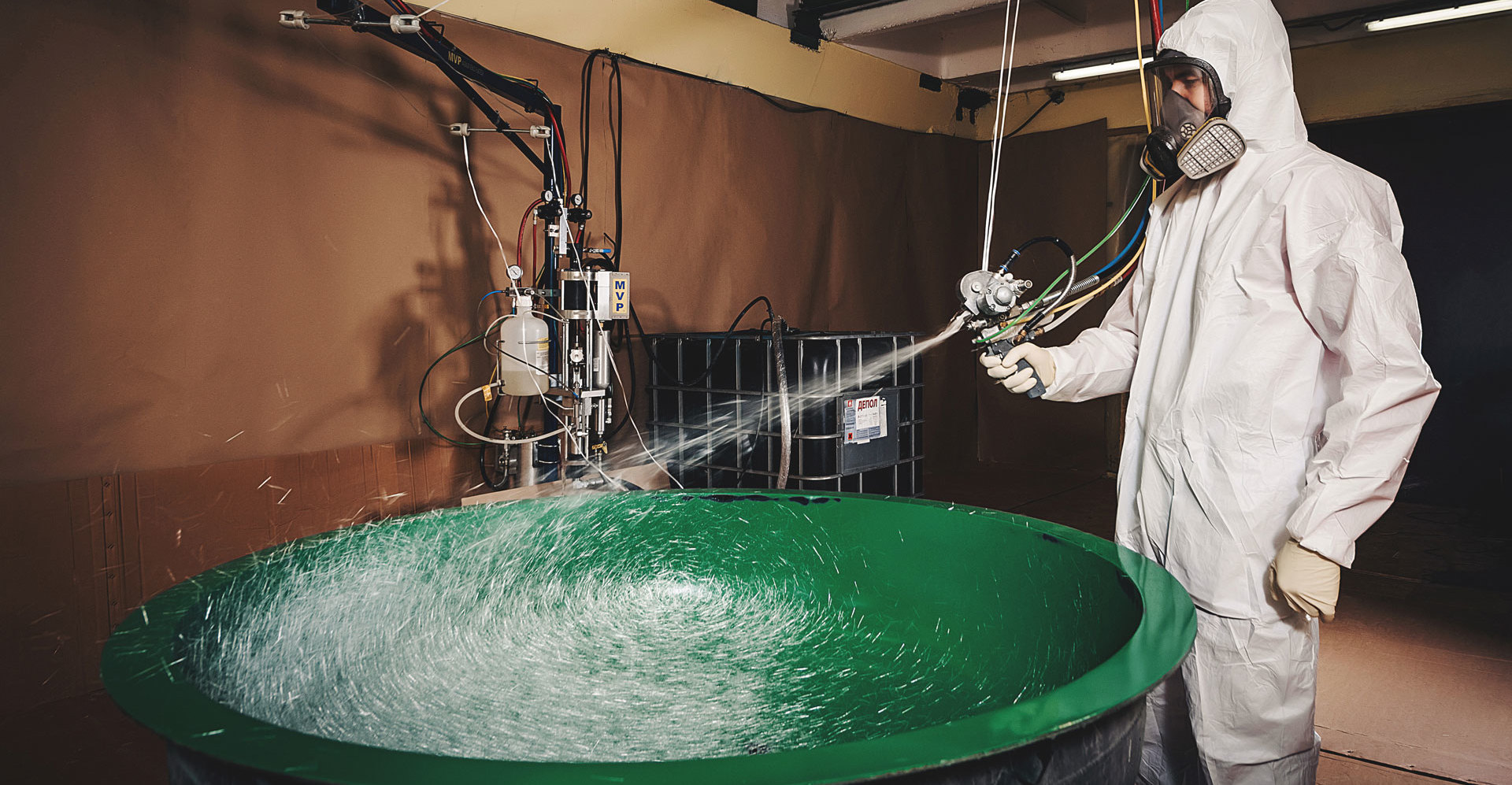
2. Метод напыления рубленного ровинга.
Стеклонить подается в ножи пистолета, где она рубится на короткие волокна. Затем они в воздухе смешиваются с струей смолы и катализатора и наносятся на форму. После нанесения рубленного роввинга, его необходимо прикатать с целью удаления из ламината воздушных включений. Прикатанный материал оставляют отвердевать при обычных атмосферных условиях.
Применяемые материалы:
Смолы: Прежде всего полиэфирные.
Волокна: Только стеклонить в виде роввинга (ровницы).
Наполнители: Любые, стойкие к стиролу. Укладываются вручную.
Основные преимущества:
Широко используется много лет.
Быстрый путь нанесения волокна и смолы.
Дешевые формы.
Основные недостатки:
Ламинаты имеют тенденцию быть очень богатыми смолой и поэтому чрезмерно тяжелыми.
Присутствуют только короткие волокна, которые ограничивают механические свойства ламината.
Смолы должны быть с низкой вязкостью для возможности их напыления. Это приводит к уменьшению их механических свойств и теплостойкости.
Вредные условия труда, большое содержаний в воздухе мелких частиц стекла.
Качество конечного продукта в основном зависит от мастерства оператора установки.
Стеклоармирующий материал укладывается на матрицу в виде заранее заготовленных выкроек. Затем укладывается пуансон, который прижимается к матрице при помощи прижимов. Смола подается в полость формы под рассчитанным давлением. Иногда, для облегчения прохода смолы через материал используется вакуум, который создается внутри формы. Как только смола пропитала весь стекломатериал, инжекцию останавливают и ламинат оставляют в форме до полного отверждения. Отверждение может проходить при обычной или повышенной температурах.
Применяемые материалы:
Смолы: эпоксидные, полиэфирные, винилэфирные.
Волокна: Любые. Желательно использовать специально предназначенные для этого стекломатериалы с проводящим слоем и механически связанными волокнами.
Наполнители: Любые стойкие к стиролу, кроме материалов в виде сот.
Основные преимущества:
Могут быть получены ламинаты с высоким содержанием стекла и с минимальным содержанием пустот.
Хорошие условия труда и окружающей среды. Нет большого выброса вредных веществ.
Возможно сокращение трудовых затрат и времени на изготовление изделия. Один рабочий может обслуживать одновременно несколько аппаратов, производяших инжекцию.
Вся форма изделия имеет глянцевую поверхность.
Минимизированы отходы материалов.
Основные недостатки:
Дорогие и сложные формы.
Сложность процесса.
Необходимость иметь инжекционное оборудование.
Волокна подаются от катушечной рамы до ванны со смолой и затем проходят через нагретую фильеру. В фильере убираются излишки смолы, происходит профилирование ламината и отверждение материала. После этого отвержденный профиль автоматически обрезается на необходимые длины.
Применяемые материалы.
Смолы: Эпоксидная смола, полиэфирная смола, винилэфирная смола.
Волокна: Любые.
Наполнители: Не используются.
Основные преимущества:
Это может быть очень быстрый процесс пропитки и отверждения материала.
Автоматизированное управление содержанием смолы в ламинате.
Недорогие материалы.
Хорошие структурные свойства ламинатов, так как профили имеют направленные волокна и высокое содержание стекломатериала.
Закрытый процесс пропитки волокна.
Основные недостатки:
Ограниченная номенклатура изделий.
Дорогое оборудование.
Этот процесс прежде всего используется для изготовления пустотелых круглых или овальных секционных компонентов, типа труб или резервуаров. Волокна пропускаются через ванну со смолой, затем через натяжные валики, служащие для натяжения волокна и удаления излишков смолы. Волокна наматываются на сердечник с необходимым сечением, угол намотки контролируется отношением скорости движения тележки к скорости вращения.
Применяемые материалы:
Смолы: Любые.
Волокна: Любые, волокна подаются напрямую от рамы для катушек без дополнительного сшивания в ткань.
Наполнители: Любые.
Основные преимущества:
Это может быть очень быстрый и поэтому экономически выгодный метод укладки материала.
Регулируемое соотношение смола/стекло.
Высокая прочность при малом собственном весе.
Неподверженность коррозии и гниению
Недорогие материалы
Хорошие структурные свойства ламинатов, так как профили имеют направленные волокна и высокое содержание стекломатериала.
Основные недостатки:
Ограниченная номенклатура изделий.
Дорогое оборудование.
Волокно трудно точно положить по длине сердечника.
Высокие затраты на сердечник для больших изделий.
Рельефная лицевая поверхность.
6. Метод RFI (Resin Film Infusion).
Сухие ткани выкладываются вместе со слоями полутвердой пленки из смолы. Весь полученный пакет закрывается специальной пленкой. Сначала между пленкой и формой создается вакуум, после чего форму помещают в термошкаф или автоклав. Под воздействием температуры смола переходит в текучее состояние и благодаря вакууму пропитывает материал. После некоторого времени смола полимеризуется.
Применяемые материалы:
Смолы: Только эпоксидная смола.
Волокна: Любые.
Наполнители: Почти все, хотя ПВХ пена нуждается в специальной обработке из-за высоких температур процесса.
Основные преимущества:
Могут быть получены ламинаты с высоким содержанием стекла и с минимальным содержанием пустот.
Высокие физико-механические характеристики из-за твердого начального состояния полимера и высоких температур отверждения.
Более низкая стоимость процесса по сравнению с методом препрегов.
Хорошие условия труда и окружающей среды. Нет большого выброса вредных веществ.
Основные недостатки:
Мало применяется вне аэрокосмической промышленности.
Для процесса необходима система вакуумного мешка, термошкаф или автоклав.
Требования к оборудованию и инструменту по температуростойкости.
Препрег — предварительно пропитанная смолами стеклоткань.
Ткани и волокна предварительно пропитаны пред-катализированной смолой под высокой температурой и давлением. В таком виде препреги могут хранится до нескольких недель, однако для увеличения срока хранения, их хранят при пониженных температурах. Смола в препрегах находится в полутвердом состоянии. При формовании препреги укладываются на поверхность формы и закрываются вакуумным мешком. Затем происходит их нагревание до температуры примерно 120 — 180 град.C при этой температуре смола переходит в текучие состояние и препрег принимает размеры формы. Далее при дальнейшем повышении температуры происходит отверждение смолы. Дополнительное давление (до 5 атмосфер) для формования обычно обеспечивается автоклавом.
Применяемые материалы:
Смолы: Эпоксидные, полиэфирные, фенольные и высокотемпературные смолы типа полиимидных др.
Волокна: Любые.
Наполнители: Любые стойкие к температурам процесса.
Основные преимущества:
Могут быть получены ламинаты с высоким содержанием стекла и с минимальным содержанием пустот.
Хорошие условия труда и окружающая среда. Нет большого выброса вредных веществ.
Возможность автоматизировать процесс и снизить трудовые затраты.
Основные недостатки:
Высокая стоимость материалов
Для отверждения необходимы автоклавы, которые ограничивают размеры выпускаемых изделий.
Надеюсь выше преведеная классификация была Вам полезна и поможет разобраться в основах стеклоластикового производства.
Из чего состоит стеклопластик? Компоненты стеклокомпозита
Армирующий наполнитель
Армирующий наполнитель служит одним из основных элементов стеклокомпозита и определяет его механические характеристики.
В состав стеклянных наполнителей входят оксиды кремния, алюминия, магния, кальция. Для получения волокон с особыми свойствами включают в состав оксиды бора, натрия, циркония.
Стеклоровинг

Волокнистый наполнитель стеклокомпозита. Имеет вид жгута, состоящего из сплошных не скрученных стеклянных нитей. Из прямого стеклоровинга изготавливают тканые (стеклоткань) и нетканые (стекломаты) материалы. Крученый стеклоровинг используется для получения шнуров, канатов, шпагатов.
Различают два вида стеклоровинга:
Ассемблированный ровинг
Сложенный стеклоровинг, который бывает малосложенный и многосложенный.
Малосложенный (текстурированный) ровинг представляет собой стекловолокнистый жгут из нескольких сложных волокон с равномерным натяжением. При изготовлении многосложенного (рассыпающегося) ровинга используют специальный вид замасливателя, который позволяет использовать ровинг для напыления.
Нетканые материалы. Стекломаты

Стекломаты представляют собой нетканое полотно, собранное из беспорядочно расположенных стеклянных нитей различного размера, которые пропитаны связующим веществом. В зависимости от плотности полотна и используемого связующего существуют маты нескольких видов:
Стеклоткань

По способу плетения нити стеклоткани различают:
Рубленое стекловолокно
Рубленое стекловолокно получают двумя способами:
Стеклокомпозиты на основе рубленого стекловолокна обладают анизотропными свойствами. Связующим для рубленого волокна являются полиэфирные, винилэфирные или формальдегидные смолы.



