Что такое холодная ковка
Холодная ковка – это изготовление изделий, в процессе которого металл не нагревается. Нужные формы получаются в результате исключительно механической обработки.
Этот вид обработки позволяет полностью автоматизировать работу. Он менее трудоемкий и при этом более экономичный. Технологический процесс состоит из последовательного ряда операций, для выполнения которых используется специальное оборудование и инструменты. При этом для изготовления продукции в качестве основы используется листовой или сортовой металл. Его изгибают или вырезают по подготовленным трафаретам. Это значительно облегчает и ускоряет процесс изготовления больших партий вещей и сокращает время выполнения заказа.

Характеристики изделия, которое получается методом холодной ковки однозначно зависят от надежности и качества оборудования не менее, чем от профессионализма мастеров.
Изготовленные детали соединяются с помощью сварки. Дополнительно для улучшения декоративного эффекта могут использоваться и разнообразные другие технологии: кручение металла или вальцовка.

Что дает холодная ковка
 Эта технология позволяет увеличить прочность металла и уменьшает его пластичность. Работа специалиста значительно облегчается и упрощается, требует меньшего мастерства.
Эта технология позволяет увеличить прочность металла и уменьшает его пластичность. Работа специалиста значительно облегчается и упрощается, требует меньшего мастерства.
Применение холодной ковки обеспечивает аккуратность и красивый вид готовой продукции. Для больших заказов можно создать совершенно идентичные узоры, которые будут выглядеть точными копиями друг друга.
Кроме того, именно с помощью этого метода можно добиться оригинального эффекта старения металла.
Вещи становятся более выносливыми к повреждениям и ударам, что увеличивает их долговечность.
Кроме того, это достаточно экономный способ, при котором изделие получатся дешевле, но вовсе не хуже, чем произведение после горячего способа.

Применение холодной ковки
Благодаря тому, что этот способ позволяет быстро изготавливать довольно большие изделия, он особенно популярен при выполнении заборов, оград, ворот, беседок, разнообразных решеток и перил.
Такие вещи можно смело использовать на улице для декорирования приусадебного участка, сада или фасада дома.
Однако совершенно не исключается и возможность изготовления более изящных изделий для интерьера. Каминные решетки и подставки для цветов, декоративные вазы или табуреты – все это возможно для данной технологии.
Для создания оригинального декора не редко используется покрытие медью или золотое напыление.

Рейтинг статьи (вы можете поставить свою оценку)
1 1 1 1 1 1 1 1 1 1 Рейтинг 3.50 (10 Голосов)
Способы ковки: может ли холодная быть альтернативой горячей
Люди давно подметили, что разогретому в кузнечном горне металлу можно придать практически любую форму. Кованые изделия отлично смотрятся в любом интерьере. Они могут быть элементом декора как деревянных, так и каменных коттеджей.

Среди владельцев частных домов вряд ли найдётся такой человек, который не хотел бы иметь кованую ограду, перила или лестницу. Но, несмотря на множество плюсов, изделия, полученные при помощи горячей ковки – процессе, при котором металл под действием высокой температуры становится пластичным, из-за высокой цены доступны не всем. Есть альтернатива – холодная ковка металла. Главный её плюс не только низкая цена, но и доступность технологии для самостоятельного повторения.

Некоторые специалисты считают название «холодная ковка» не совсем правильным. По их мнению, ковкой можно назвать только процесс пластичной деформации раскалённого металла. Но название этого способа металлообработки прижилось. Более того, пользователи FORUMHOUSE считают, что в ряде случаев, холодная ковка металла может стать достойной заменой ковке горячей. Так ли это на самом деле мы расскажем в сегодняшнем материале.
Особенности холодной ковки
Существует расхожее мнение, что изделия полученные методом гнутья выходят однообразными, больше похожим на фабричную штамповку, поставленную на поток. Однако практика показывает, что при надлежащем подходе, с помощью холодной ковки можно создавать настоящие авторские работы.

Чаще всего методом холодной ковки металла делают:
Под художественную – горячую ковку металла, выдаются изделия полученные методом холодной деформации на специальном оборудовании, в дальнейшем сваренных в одно целое: элементы забора, ограды или калитки. Причём, непосвящённый человек, сразу и не поймёт, каким способом ковки было изготовлено это изделие.


На мой взгляд, кованые элементы выполненные методом холодной деформации (гнутья), смотрятся ничуть не хуже тех же элементов выполненных вручную – горячей ковкой. А стоят дешевле.

Холодная ковка металла позволяет с помощью достаточно простого набора оборудования, создавать типовые элементы – торсионы, раскатанные пики, волюты, элементы пространственной гибки. И затем, комбинируя этот набор, (примерно из 10-15 видов типовых элементов) создавать сложные узорчатые изделия. Освоить процесс гнутья может любой человек владеющий слесарным инструментом, было бы желание.

Существенное преимущество холодной ковки металла перед ковкой горячей – высокая производительность. Для работы не требуется много места. Нет необходимости обустраивать и разжигать горн, ковать, стучать молотом по наковальне. Меняя только оснастку, можно быстро создавать разнообразные элементы, но для соединения узлов потребуется хорошо освоить сварочное дело.
Я когда-то я занимался холодной ковкой и научился варить полуавтоматом за два дня.
Форумчане рекомендуют начинать практиковаться в холодной ковке с простых изделий. Необходимо «набить руку», понять, как ведёт себя металл при гнутье, а потом переходить к более сложным и масштабным работам.

Для получения хорошего результата, процесс холодной ковки металла следует разбить на ряд последовательных этапов:

Несмотря на кажущуюся простоту, занятие холодной ковкой металла требует вдумчивого подхода и грамотного расчёта всех деталей будущего изделия. Эксперты FORUMHOUSE советуют – для визуализации идеи, предварительно изготовить отдельные узлы из проволоки в натуральную величину. Это поможет понять, как будут сочетаться различные элементы друг с другом и вовремя исправить ошибки, либо найти более удачное комбинацию узоров и отдельных элементов.

К основным элементам, получаемым при холодной ковке металла, относятся:






Все вышеперечисленные элементы можно сделать, комбинируя всего три технологических процесса.
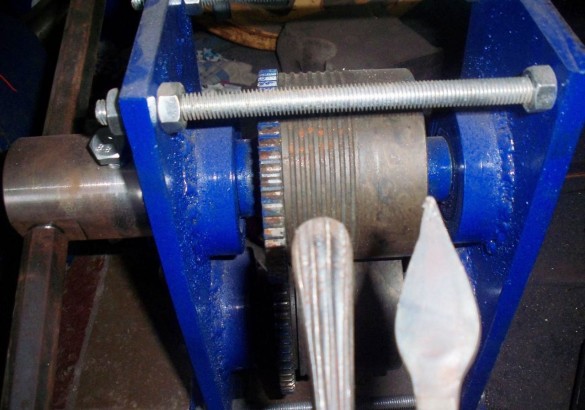
1. Вытяжка. Благодаря этому процессу, за счёт уменьшения сечения заготовки, она увеличивается в длину. Таким образом, обычно получают лапки и пики, для чего металл помещают в специальный раскаточный или опрессовочный станок. За счёт пропускания заготовки через вальцы, и постепенного уменьшения расстояния между ними, материал раскатывается. Также на вальцах могут быть нанесены рельефные насечки, которые придают поверхности заготовки определённую текстуру.

2. Кручение. Металл (полоски или прутья) закручиваются вдоль своей оси. Закручивать можно одну, две, три, и более заготовок. Для этого один конец заготовки (или заготовок) помещают в тиски, а другой начинают поворачивать вдоль оси. Если скрутить несколько прутков, а затем сжать их, приложив усилие вдоль оси, то они разойдутся по дуге. Получится утолщение из сплетённых прутьев под названием «Фонарик» или «Корзинка».

3. Гнутьё. Металл гнут на специальном станке, используя шаблоны.

Чтобы гнуть металл в разных плоскостях, необходима простейшая оснастка и нехитрое станочное оборудование. На рынке представлено множество станков для холодной ковки. Но из-за высокой цены, их приобретение оправдано только в том случае, если планируется дальнейшее получение прибыли. Начинающий мастер, занимающийся холодной ковкой «для себя», вполне может обойтись самодельными станками для гнутья металла.

Все инструменты для холодной ковки (кроме сварочного аппарата) можно сделать из подручных средств.

Для холодной ковки металла чаще всего используются следующие инструменты:





Принцип работы всех вышеперечисленных станков весьма прост. Он основан на прикладывании определённого усилия к заготовке через рычаги, приводящего к деформации металла. Гнутьё металла на станках происходит вручную. Для облегчения труда, некоторые станки оснащаются электродвигателями, что увеличивает их цену. Многие домашние мастера предпочитают изготавливать станки для холодной ковки самостоятельно. Также с приходом опыта, и увеличения сложности изделий, приходится дооснащать станки разнообразной оснасткой – шаблонами, кондукторами, упорами, ограничителями.

Здесь открывается большой простор для творчества. Каждый мастер делает приспособления под свои задачи. Важно соблюдать принцип разумной достаточности. Самые красивые изделия можно сделать, используя минимум приспособлений.

Секреты холодной ковки

Квадрат сейчас катается из кругляка на холодную, поэтому на выходе имеем нагартованный, очень жёсткий металл. Приходится его отжигать. Также при холодной ковке нужно обязательно учитывать тот факт, что при накрутке металл может «отыграть», изменив свою форму.

После того как все заготовки сделаны, их собирают и сваривают, для чего удобно использовать специальный сборочный стол. Перед сваркой готовые изделия необходимо зачистить.

Я рекомендую сборочный стол разлиновать подобно тетрадке «в клеточку». Это поможет быстро и правильно, без излишних трудоёмких замеров, разложить все детали. Наличие струбцин обязательно! Хорошо себя зарекомендовали так называемые – струбцины с параллельными губками. Они позволяют «подлезть» в труднодоступные места.

Финальным штрихом становится окраска готового изделия. Этот этап очень важен. Даже самый красивый узор может быть испорчен небрежной финишной отделкой. И здесь есть свои рецепты.
Изделия, полученные методом холодной ковки, советую покрыть патиной. Это подчеркнёт фактуру материала.
Но фирменная патина дорого стоит. Поэтому форумчанин предложил свой – «бюджетный» рецепт патины. Он берёт в порошке серебряную или золотистую краску, заливает её лаком для металла или дерева. Далее берём маленькую кисточку, и, размешав смесь, (пока серебрянка не осела) круговыми движениями, слегка касаясь заготовки патинируем её.
Ещё один секрет форумчанина: декорировать изделия полученные методом холодной ковки помогает ржавчина, но при условии, что металл не прогнил насковзь.
Тронутый коррозией, он приобретает эффектную фактуру и не требует дополнительной декоративной обработки поверхности.
Такое изделие выглядит «под старину», словно ему не один десяток лет, а не новоделом.

Холодная ковка увлекательный процесс, стоит только попробовать, вложить труд и силы. Если заболел металлом – это навсегда. Наградой же станет уникальные предметы декора, сделанные собственными руками!
Холодная ковка металла
Горячая, или традиционная ковка металла известна людям несколько тысячелетий. Стоящая на отшибе кузница, пышущий жаром горн, тяжелый молот, расплющивающий раскаленную докрасна заготовку на массивной наковальне — такой образ кузнеца известен нам из литературы и кино.

Учиться тонкостям профессии кузнеца приходится долгие годы, долго надо и нарабатывать опыт. Работа кузнеца тяжелая, вредная и очень трудоемкая. К тому же кузнечный горн — источник повышенной пожарной опасности. Все это отпугивает наших современников, желающих попробовать свои силы в работе с металлом.

Но выход есть — это технология холодной ковки, позволяющая придавать заготовкам из прутка или труб необходимую форму и создавать изогнутые и витые детали самых разных очертаний.
Зачем применяют холодную ковку и какие изделия производят
С помощью горячей ковки можно выковать изделие практически любой формы — от корабельного якоря и тележной оси до металлической розы и лозы винограда.
Холодная ковка применяется для производства ограниченного числа элементов, из которых талантливый дизайнер может скомпоновать авторское изделие.
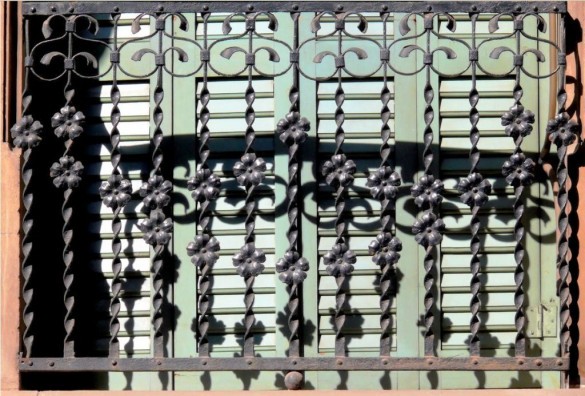
Методом холодной ковки делают самые разнообразные изделия. Это, прежде всего элементы решеток и оград — как сами прутья, так и поперечины, навершия, украшения. С расстояния в несколько метров ее трудно отличить от кованой решетки. Любую решетку оживят завитки и спирали, складывающиеся в замысловатые узоры и орнаменты. Обычный забор, таким образом, кроме утилитарного назначения приобретает еще и художественную ценность. Для этого потребуются гнутик, улитка и торсион.

Кованая скамейка со столом и фонарными столбами оплетенные виноградной лозой
Отлично смотрятся на придомовой территории кованые стойки для фонарей, перила для мостиков через водоемы, навесы и крылечки, столики и скамейки. Да и саму беседку неплохо сделать из кованого прутка. Неожиданную для сурового металла легкость и воздушность придадут ей завитки и спирали, а витые опоры подчеркнут стремление ввысь.
Широко распространены сегодня и кованые мангалы, также дополняющие хозяйственное назначение эстетическим впечатлением. Собственно мангал теряется среди навеса, узорчатых стенок и опор, украшенной завитками крыши.
Также весьма популярны детали балюстрад, ограждений лестниц и балконов. Здесь также широко применяются завитки и спирали, причем не только как украшение, но и как конструкционный элемент. Весьма уместно выглядит скрученная вдоль продольной оси балясина, а угловые опоры часто выполняют из нескольких прутков, скрученных вместе. Также на торсионном станке делают т.н. «фонарик»- несколько изогнутых спиралью прутков, соединенных концами методом сварки.
Следующая область применения холодной ковки – детали декора помещений и мебели. Дверные ручки и шпингалеты, каминные инструменты и вешалки, стойки для зонтов и карнизы для гардин и портьер-здесь широко используются малые завитки и закрученные прутки. Мебель делают как садовую, не боящуюся осадков и смены сезонов, так и домашнюю, комбинируя металл с деревом и тканью.
Отличия холодной ковки от других способов металлообработки
В промышленности, в художественных и домашних мастерских широко используется много методов обработки металла:
Основным отличием холодной ковки металла является использование склонности металлов к холодной пластической деформации, или изменению формы без нарушения целостности. Изменение формы происходит под оказываемым на металл механическим давлением.
Преимущества и недостатки холодной ковки
Технология холодной ковки обладает неоспоримыми преимуществами:
Метод холодной ковки позволяет быстро и экономично производить большие серии идентичных элементов, например, частей решеток или оград, и обойдется такая ограда в десятки раз дешевле, чем при изготовлении элементов методом горячей ковки.
Свойственны холодной ковке и некоторые недостатки:
Иными словами, если требуемую деталь можно сделать методом холодной ковки — хорошо, если она не является одним из базовых элементов- то придется выбрать другую технологию.
Основные приемы холодной ковки
Основных приемов холодной ковки несколько:



Станки для холодной ковки
Ручные станки для холодной ковки можно сделать своими руками. Для этого надо иметь хорошо оборудованную мастерскую и средние навыки слесарных и сварочных работ, а также механической обработки металлов. Особо важные узлы, такие, например, как станина и подвижная опора гнутика, делаются из высокопрочной стали и без сверлильного и фрезерного станка изготовить их затруднительно.
Если таких станков в распоряжении домашнего мастера нет, то изготовление самых важных узлов лучше разместить на производстве.
В последнее время ведущие отечественные производители оборудования для ковки металла в домашних условиях предлагают широкие линейки ручных станков по вполне разумным ценам.
Гнутик
Приспособление гнутик предназначено для операции гибки. На массивной станине станка, расположенной вертикально или горизонтально, закреплены два неподвижных упора- с прижимными роликами. Между ними в пазу станины в поперечном направлении перемешается подвижный упор, снабженный накладкой, соответствующей желаемой форме изгиба. Заготовку закрепляют в неподвижных упорах прижимными роликами, с помощью червячной передачи подводят к ней подвижный упор и, продолжая вращать передачу рычагом или воротом, сгибая заготовку под требуемым углом.
Если к червячной передаче через редуктор присоединить электродвигатель и оснастить подвижный упор концевыми выключателями, можно получить функциональный аналог промышленного станка. Для этого потребуются навыки конструирования механизмов и электротехнических устройств и строгое соблюдение норм промышленной безопасности.
Улитка
Улитка, или твистер, служит для сгибания конца заготовки в плоскую спираль.
Самая простая конструкция улитки — это приваренный к массивному неподвижному основанию шаблон из толстой металлической полосы, повторяющий с небольшим припуском форму готового завитка. Конец прутка закрепляют в середине шаблона, и гибочным рычагом последовательно прижимают его к шаблону от центра к краям. Изготовление такого станка не требует дорогих комплектующих, но работа на нем сопряжена с большими физическими усилиями, и не всегда получается добиться идеальной формы изделия.
Более сложная конструкция улитки оснащается воротом и поворотным шаблоном-лемехом. Лемех состоит из нескольких звеньев на шарнирных соединениях, разгибающихся по мере поворота вала. Прижим заготовки к лемеху осуществляется валиком, двигающемся в продольном пазу в радиальном направлении от приводного вала. Валик прижимается с помощью рычага. На такой улитке можно навить до пяти витков спирали.
Волна
Для изготовления волн и зигзагов применяют станок Волна. Его также можно собрать своими руками, придется купить или заказать на производстве только самые высоконагруженные узлы — ролики, которые делают из инструментальной стали.
Наиболее простой способ изготовления волны — это добавить к улитке с воротом и поворотным лемехом специальный ворот для волн.
Центральный и обводной ролики делают сменным, чтобы можно было менять радиус изгиба. В водиле обводного ролика делают ряд отверстий, чтобы его можно было переставлять ближе или дальше к основному и менять, таким образом, шаг волны.
Глобус
Глобус служит для формирования из заготовки дуги фиксированного размера с большим радиусом. Такие элементы используют в качестве верхней части арок. В середине массивного основания на оси закрепляется гибочный рычаг с прижимным роликом и шаблон будущей дуги.
Заготовку фиксируют в начале шаблона и, двигая рычаг, прижимают роликом пруток к шаблону, формируя дугу. Используется редко, в тех случаях, когда необходимо создать большое количество дуг одного радиуса. Единичную дугу проще сделать на гнутике.
Фонарик
Станок имеет несколько названий — фонарик, корзинка, шишечка. Все они относятся к станкам торсионного типа. Один конец заготовки (или нескольких заготовок) зажимается в неподвижной оправке, другой — в подвижной, имеющей возможность движения вдоль продольной оси детали. Подвижную оправку начинают вращать рычагом, воротом или электроприводом. Происходит скручивание заготовки по продольной оси.
Таким способом получают весьма выразительную фактуру поверхности одиночного прутка.
При работе с несколькими прутками их закрепляют в оправке на равном расстоянии друг от друга и от продольной оси. После скручивания получившиеся спирали сваривают концами вместе и получается элегантная объемная фигура для украшения наверший решеток, карнизов и ручек каминных принадлежностей.
Твистер
Твистер предназначен для навивки объемных спиралей и представляет собой закрепленный на прочном основании отрезок трубы, по диаметру равный требуемой спирали. В нижней части приварено ушко — фиксатор для заготовки.
Ворот для навивки имеет прорезь для заготовки и упор, определяющий вертикальный шаг спирали. Вращая ворот вокруг трубы – оправки, мастер навивает восходящую спираль. Изменяя вылет упора, можно менять шаг спирали.



