Класс прочности болтов

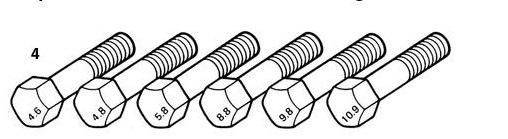
При ремонте и обслуживании автомобиля, нередки случаи, когда необходимо заменить крепеж (а частности болты) на новый. Но следует помнить, что помимо размеров и шага резьбы, у болтов есть еще одна не менее важная характеристика — класс прочности.
Строительному крепежу с классом 4.6 или 5.8 не место в автомобиле!
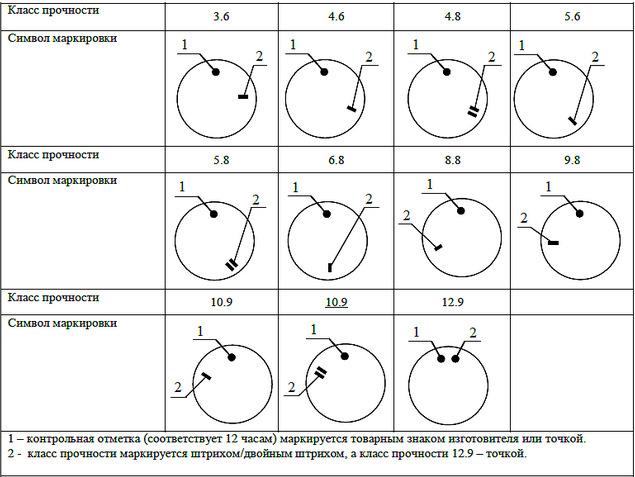
Класс прочности по ГОСТу обозначается двумя цифрами через точку — например, 8.8
Первое число, умноженное на 100, определяет номинальное временное сопротивление в Н/мм², второе число (отделённое точкой от первого), умноженное на 10, — отношение предела текучести к временному сопротивлению в процентах. Произведение чисел, умноженное на 10, определяет номинальный предел текучести в Н/мм2.
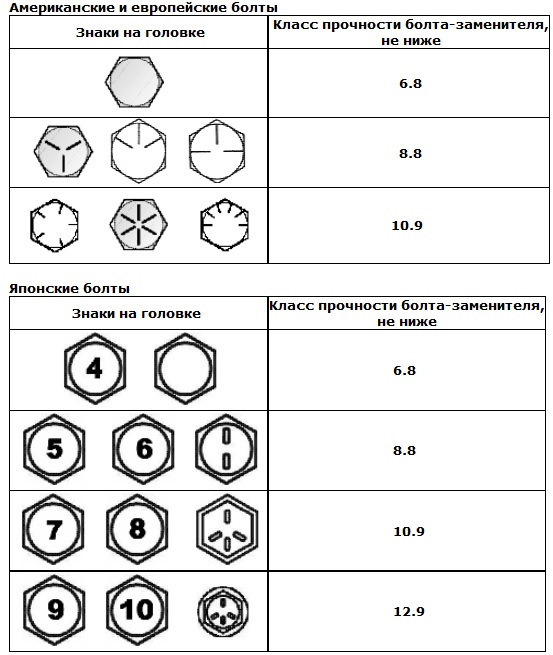
Часто встречаются иностранные болты с иными обозначениями. На изображениях ниже приведены соответствия обозначений нашему ГОСТу.
Кратко о классе прочности гаек и шпилек:

В целом, крепеж с классом прочности ниже 8.8 не используется в автомобиле. Старайтесь соблюдать класс прочности родного крепежа при замене. Подбирайте болты ответственно!
Классы прочности болтов по ГОСТу: особенности и маркировка

Содержание
Подъемный кран упал и раздавил мужчину. Рухнул мост с автомобилями. Внезапно перевернулся КамАЗ… Неутешительные новости о трагедиях появляются регулярно. Причины разные: халатность, невнимательность, безответственность. А еще одна из причин – проблемы с болтовыми соединениями. Казалось бы, такая мелочь! А ведь на болтах в буквальном смысле держится все: они несут вибрационные, весовые и динамические нагрузки. В этой статье мы поговорим о том, какие типы болтов бывают, как узнать класс прочности болта и как читается маркировка.
Типы болтов
У этих метизов есть несколько классификаций по разным параметрам. Например, в зависимости от формы головки они бывают универсальные (с шестигранной головкой), анкерные, рым-болты и др. По форме стержня крепеж тоже различается: резьба наносится на весь стержень или занимает только часть. Сама резьба в соответствии с ГОСТ 27017-86 может быть метрической, шурупной, самонарезающей или конической.
В зависимости от назначения болты делятся на несколько видов: лемешные для сельскохозяйственной техники; мебельные, с гладкой ровной головкой, которая не выступает на поверхности мебели; дорожные для монтажа ограждений и фиксации металлических, деревянных или пластиковых конструкций; машиностроительные для соединения запчастей транспортных средств, обладают особой прочностью и стойкостью к изменениям от воздействия агрессивной внешней среды; фундаментные служат для крепления оборудования к фундаменту, имеют специальную форму головки; путевые соединяют части рельс.
Обратите внимание! Не существует универсальных болтов, которые подойдут для любой задачи. Для каждой нужно выбирать крепеж в соответствии с его классом прочности. Именно класс прочности болта влияет на безопасность конструкций, разрушение которых может привести к гибели людей.
Класс прочности – это наиболее важная характеристика для крепежа. Определяет устойчивость болтов к механическим воздействиям и показывает предел прочности на разрыв. Остановимся на ней подробнее.

Классы прочности
В ГОСТ 1759.4-87 (ИСО 898/1-78) можно найти обозначение класса прочности болтов. Характеристика зависит от множества факторов, например, от стали, из которой выполнен болт, и от того, была ли термообработка материала. Приведем список классов прочности и их основные параметры.
Классы от 3.6 до 6.8
Материал: углеродистая сталь
Возможные добавки: нет
Термическая обработка: нет
Класс 8.8
Материал: углеродистая сталь
Возможные добавки: бор, марганец, хром
Термическая обработка: закалка и отпуск при температуре 425 °С
Класс 9.8
Материал: углеродистая сталь
Возможные добавки: бор, марганец, хром
Термическая обработка: закалка и отпуск при температуре 425 °С
Класс 10.9
Материал: углеродистая или легированная сталь
Возможные добавки: бор, марганец, хром
Термическая обработка: закалка и отпуск при температуре 340 или 425 °С
Класс 12.9
Материал: легированная сталь
Возможные добавки: нет
Термическая обработка: закалка и отпуск при температуре 380 °С
Чем легированная сталь отличается от углеродистой? Тем, что в ней содержится молибден, титан, вольфрам или другие добавки. Они улучшают эксплуатационные характеристики, увеличивают твердость, плотность и термостойкость материала.
Часто болты покрывают другим материалом для улучшения их свойств:
Что такое термическая обработка стали и зачем она нужна? Это технологический процесс изменения структуры материала, в результате которого повышается предел выносливости стали, увеличивается прочность и износостойкость самого крепежа.
Обратите внимание! Классы прочности могут маркироваться как с точкой, например 3.6, так и без нее, например 36.
Механические свойства
Чтобы правильно подобрать крепеж, нужно не только ориентироваться на класс прочности, но и знать, какие характеристики за ним скрываются. От этого зависит назначение метиза. Например, болты низкой прочности класса до 6.6 подойдут для монтажа козырька надо крыльцом. Класс прочности высокопрочных болтов – от 6.6 до 12.9. Их используют при строительстве кранов, мостов, зданий, транспорта, железнодорожных путей. Это же значение определяет, может ли на крепеж прилагаться несущая силовая нагрузка.
В таблице ниже мы приведем класс прочности болтов. Расшифровка терминов до таблицы поможет вам сориентироваться в свойствах крепежа по ГОСТ 1759.4-87 (ИСО 898/1-78).
Механические свойства болтов в зависимости от класса прочности
| Класс прочности | Временное сопротивление, МПа | Твердость по Виккерсу, HV | Предел текучести, МПа |
| 3.6 | 300 – 330 | 95 – 250 | 180 – 190 |
| 4.6 | 400 – 400 | 120 – 250 | 240 |
| 4.8 | 400 – 420 | 130 – 250 | 320 – 340 |
| 5.6 | 500 | 155 – 250 | 300 |
| 5.8 | 500 – 520 | 160 – 250 | 400 – 420 |
| 6.6 | 600 | 190 – 250 | 360 – 480 |
| 6.8 | 600 | 190 – 250 | 640 |
| 8.8 | 800 – 830 | 250 – 335 | 640 – 660 |
| 9.8 | 900 | 290 – 360 | 720 |
| 10.9 | 1000 – 1040 | 320 – 380 | 900 – 940 |
| 12.9 | 1200 – 1220 | 385 – 435 | 1080 – 1100 |
Зная класс прочности, можно рассчитать среднее временное сопротивление самостоятельно. Для этого умножьте первую цифру класса прочности на 100. Например, для болта 6.6 это значение будет 600. Также можно рассчитать предел текучести, умножив временное сопротивление на вторую цифру класса прочности и поделив полученный результат на 10. Для того же болта 6.6 это будет выглядеть так: 600×6÷10 = 360.
Маркировка
В соответствии с ГОСТ 1759.0-87 (СТ СЭВ 4203-83) на каждый болт ставится знак класса прочности и клеймо изготовителя. В зависимости от размера болта их наносят на торцевую или боковую поверхность головки. Также производитель может указать дополнительные характеристики крепежа. Пример показан на рисунке.

1 (буква D) – клеймо или товарный знак изготовителя.
2 (11.14) – числовое значение указывает на номер плавки.
3 (10.9) – класс прочности шестигранных болтов. Если не указан, значит, он меньше 6.
4 (S) – болт имеет шестигранную головку, которая превышает стандартный размер.
Обратите внимание! В статье приводится маркировка болтов по ГОСТ. Существуют международные стандарты, например DIN или ISO. Не стоит пугаться, если на крепеж нанесены другие обозначения.
Надеемся, наша шпаргалка и таблица классов прочности болтов поможет вам с выбором. Подобрать крепеж можно на этой странице. Если остались вопросы, звоните нашему менеджеру – он вас проконсультирует.
Болты и спецболты (специальные болты)

Для начала не стоит прибегать к закаливанию тех резьбовых элементов, прочность которых нужно повысить. Практичнее будет взять бракованную деталь из аналогичной марки металла и провести над ней термическую операцию, и только после этого, в случае положительного эффекта, повторить процедуру начисто. В статье ниже будет приведена основная информацию по теме закалки стали в домашних условиях.
Какие болты можно закалить
Если резьбовые метизы, имеющиеся в наличии, не обладают достаточной прочностью для решения тех или иных технических задач, их можно закалить самостоятельно в домашних условиях. Проверить металл на мягкость или хрупкость очень просто. Для этого нужно взять обычный напильник и, зажав болт в тисках, провести им по свободной поверхности. Если металл легко стесывается и напильник прилипает к нему, это говорит о его мягкости. Напротив, скольжение по болту без каких-либо признаков его податливости даже при значительном усилии свидетельствует о перекале. И то и другое чревато разрушением метиза при нагрузках – такой болт нужно закаливать заново.
Следует иметь в виду, что качественной закалке поддаются только углеродистые и инструментальные стали, поэтому желательно знать марку металла, чтобы точно подобрать режим его закаливания. Если марка показала, что сталь болта относится к малоуглеродистой, не стоит браться за закалку такого изделия.
С целью соблюдения техники безопасности не следует подвергать импровизированной термической обработке метизы, которые участвуют в работе ответственных механизмов, таких как мощные агрегаты и станки. Вызванное неправильной технологией закалки разрушение болтов под действием нагрузки может привести к серьезным травмам!
Высокопрочный болт классом прочности 8.8, 10.9:
По действующей международной классификации к высокопрочным болтам относятся изделия, временное сопротивление которых больше или равно 800 Мпа. Исходя из этого параметра, классы прочности для высокопрочных болтов начинаются с класса 8.8 для болтов и 8 для гаек.
Прочностные характеристики болтов 8.8 определяются, выбором соответствующей марки стали и технологией его изготовления. Современная технология изготовления высокопрочых болтов, базируется на использовании методов холодной или горячей высадки заготовок и накатки резьбы на специальных автоматах.
Применяются различные холодно и горячевысадочные автоматы, способные изготавливать высокопрочный болт с высокой производительностью (100-200 шт/мин)
Высокопрочный болт и гайка выпускаются с классом прочности 5.8, 8.8, 10.9, 12.9.
В качестве исходного сырья используются низкоуглеродистые и легированные стали( с со-держанием углерода не более 0,40%) марок 10КП, 20КП, 10, 20, 35, 20Г2Р, 65Г, 40Х.
Механические свойства высокопрочных болтов и гаек, также определяются свойствами используемой стали с последующей термической обработкой в электропечах с защитной средой, предотвращающей обезуглероживание изделий.
Метизное производство располагает необходимым оборудованием для изготовления термообработанных высокопрочных болтов и гаек наиболее широко употребляемых классов прочности 8.8., 10.9. и высокопрочных болтов и гаек по ГОСТ 7798-70, ГОСТ 22356-70, ГОСТ Р 52644-2006.
Основные моменты закалки металлических болтов
Как и при закаливании любого другого изделия, термическая обработка болтовых метизов имеет те же особенности. Главное, о чем упомянуто выше, это марка стали, из которой изготовлена резьба. В соответствии с маркой подбирают температурный режим, охлаждающую среду и метод остужения детали. Если взять общие требования по соблюдению технологии закалки, то можно выделить такие из них:
Наиболее удобно использовать для загрузки болтов в печь и опускания их в охлаждающий раствор кузнечные клещи. Они надежно фиксируют горячий предмет, не давая ему возможности выпасть и причинить разрушения или травмы. При отсутствии клещей для закалки можно использовать стальную проволоку с соответствующим массе болта диаметром, которую оборачивают вокруг метиза.
Определение причин разрушения болтов
В нашу испытательную лабораторию обратились с задачей определить причины разрушения двух болтов. Разрушение болтов произошло после двух лет эксплуатации конструкций. Отстрел двух болтов произошел с разницей в несколько дней. Входная документация на данные болтовые комплекты отсутствует. взялась за решение этой интересной задачи.
В результате визуального осмотра объектов исследования на теле и головках болтов не обнаружено следов деформационного воздействия и коррозионных повреждений.
Болтам, предоставленным для исследования, были даны условные номера 1 и 2. На головках болтов указана следующая маркировка: болт 1 – Д110, 7.1; болт 2 – Д110, 7.2.
В испытательной лаборатории «МЕТАЛЛ-ЭКСПЕРТИЗА ТЕСТ» были проведены следующие исследования: химический анализ металла болтов, металлографический анализ, измерение твердости по сечению болтов, фрактографический анализ изломов.
Металл болта 1 по химическому составу удовлетворяет требованиям, предъявляемым ГОСТ 4543-71 к стали марки 45Х.
Металл болта 2 по химическому составу удовлетворяет требованиям, предъявляемым ГОСТ 4543-71 к стали марки 40Х.
Твердость измерялась от внешнего края стержня болта в направлении внутренней части с шагом 1 мм до срединной части болта. Результаты измерения твердости металла болтов 1 и 2 представлены в таблице. По результатам твердометрии установлено, что твердость болтов незначительно меняется от внешнего края к середине, данный характер изменения твердости свидетельствует об объемной закалке болтов.
По уровню предела прочности исследованные болты 1 и 2 удовлетворяют требованиям, предъявляемым ГОСТ 53644-2009 к болтам класса прочности 110. Большая твердость болта 1 обусловлено большим содержанием углерода в металле, чем у болта 2.
Для определения характера структуры было произведено металлографическое исследование. Травления шлифа производили раствором 3%-ым раствором азотной кислоты в этиловом спирте.
В результате металлографического анализа установлено, что металл болтов имеет мартенситную структуру.
Данный факт свидетельствует об объемной закалке болтов, что подтверждено результатами твердометрии. Мартенситная структура является характерной для высокопрочных болтов класса прочности 110.
Для определения характера разрушения болтов было произведено фрактографическо исследование изломов на сканирующем электронном микроскопе «Tescan Vega 3SB».
Стоит отметить хрупкий характер разрушения болтов 1 и 2. Данные характер разрушения определен мартенситной структурой металла болтов и их высокими прочностными характеристиками.
В ходе фрактографического исследования изломов болтов 1 и 2 определены характеры их разрушения. В изломе болта 1 наблюдается отчетливо выраженный очаг зарождения трещины. Данный очаг имеет следы замедленного хрупкого разрушения, данный вид разрушения характерен высокопрочных болтов, которые долгое время находятся под высокой нагрузкой, близкой к пределу текучести, т.е. болт 1 был перегружен практически до возникновения в нем пластической деформации.
В изломе болта 2 хорошо видны следы пластической деформации кручением, что свидетельствует о превышении момента затяжки в процессе закручивания болта. Перекручивание болта привело к зарождению кольцевой трещины в теле болта, которая со временем привела к его разрушению.
По результатам проведенных исследований можно сделать вывод о том, что разрушение болта 2 произошло в результате превышения нормативного момента затяжки при установке болта в конструкцию.
Разрушение болта 1 произошло в результате его перегруза, данный болт находился под нагрузкой очень близкой к пределу текучести (на самой вершине упругой области диаграммы растяжения). Возможно, болты 1 и 2 находились рядом в конструкции, разрушение болта 2 повлекло повышение нагрузки на болт 1 с последующим разрушением последнего по механизму замедленного хрупкого разрушения.
Закалка болтов в домашних условиях
Термическая обработка резьбовых метизов на дому позволяет упрочнить их структуру в 3–4 раза. Самое доступное оборудование, которое можно применить для этих целей, – это обычная дровяная или угольная печь, горелка газовой печи или набравший достаточную мощность уличный костер. Дальнейшие действия такие:
Хорошо подходит резьбовым соединениям и закалка в несколько этапов. Здесь имеется в виду двойное охлаждение в разных жидкостях. Традиционно это может быть вода и машинное масло. Особенно актуально поэтапное охлаждение для сталей с высоким содержанием углерода либо так называемых легированных сталей. Такой подход к процессу закалки не позволяет деформироваться метизу, образование трещин в структуре при этом отсутствует или минимально.
В первую очередь раскаленную деталь опускают в воду на несколько секунд, далее в масляную субстанцию до полного охлаждения. Такой порядок важен с точки зрения безопасности, ведь при высоких температурах масло может попросту вспыхнуть.
Вместо масла вторичной средой может выступать просто воздух. Закалку болтов можно делать частично, например только непосредственно для резьбы. В этом случае именно этот участок раскаливают докрасна и впоследствии охлаждают.
Уважаемые посетители сайта, все, кто имеет представление о закалке болтов в домашних условиях, поддержите обсуждение статьи в комментариях, Ваш опыт важен для всестороннего понимания темы!
Использование смазочных материалов
Прежде чем начинать пытаться доставать сломанный болт, нужно залить его жидкостями, для растворения ржавчины. Также не помешает использовать какую-нибудь смазку. Можно использовать ВД40 и машинное масло. Эти средства никогда не подводили и используются повсеместно.
Когда болт будет залит смазочными материалами, его нужно время от времени простукивать небольшим молотком или каким-нибудь другим инструментом. Делают это для того, чтобы смазка и средство для растворения ржавчины глубже проникли в резьбовое соединение. После этого выкрутить проблемный болт станет намного проще.
Сделать паз для отвертки
Выкручивание сломанного болта дело не простое в любом случае. Придется постараться. Один из способов заключается в том, чтобы выпилить или высверлить паз для мощной отвертки. Инструменты для этого можно применять любые. Например, тонкое сверло по металлу. Если получится сделать паз, тогда проблема будет решена.
В паз ставят отвертку, давят на нее сверху рукой и одновременно выкручивают болт. Такой способ выкручивания проблемного болта является наиболее простым и наиболее предпочтительным. Начинать следует именно с этого и только если паз под отвертку сделать не получается, можно попробовать другие варианты.
Приварить или приклеить ручку
Другой способ — приклеить, а лучше приварить металлический прут к болту. Это требует навыков и не всегда бывает уместным. Однако в некоторых случаях, этот способ выкручивания сломанного болта срабатывает на ура. Вместо металлического прута приварить можно и что-нибудь другое.
Например, другой болт или металлическую ручку для двери. Главное, чтобы привариваемая деталь позволяла легко выкручивать сломанный болт.
Вкрутить болт меньшего размера
Третий способ — сделать сначала в болте отверстие, а потом накрутить резьбу. Понятно, что в резьбу после этого можно закрутить целый, не сломанный болт. Если все выйдет как надо, выкрутить оба болта, не составит труда. Для этого можно использовать стандартный ключ.
Кстати, второй болт желательно выбирать с другой резьбой. То есть если проблемный болт имеет стандартную правую резьбу, то второй болт лучше выбирать с левой резьбой. И наоборот. В противном случае, вкручиваемый болт можно посадить в резьбу на агрессивный клей.
Все классы прочности болтов
Долговечность и работоспособность конструкции во многом зависят от прочности болтов. Для качественного соединения деталей важно правильно выбирать крепежные изделия. Это станет гарантией длительной и надежной эксплуатации.
Почему нужно обращать внимание на прочность болтов
От выбора метизов зависят устойчивость и безопасность машины/оборудования/объекта.
Что такое высокопрочные болты
Высокопрочный болт (БВП) – крепежная деталь, отличающаяся повышенной стойкостью к механическим воздействиям. Во время эксплуатации метизы способны выдержать большие постоянные, переменные и особые нагрузки (вибрационные, весовые, ветровые, динамические, сейсмические) без изменения формы и размеров.
Иногда их используют для бытовых целей – при ремонте балконов, для монтажа отдельных элементов к железобетонным стенам помещения.
Классы прочности болтов и маркировка – таблица
Класс прочности болта – технико-эксплуатационная характеристика, которая отражает предельную нагрузку на металлоизделие при скреплении деталей, показывает устойчивость к деформациям, ударам и разрыву.
 Классы прочности отражают предельную нагрузку при скреплении деталей.
Классы прочности отражают предельную нагрузку при скреплении деталей.
По ГОСТу 1759.4-87 (ISO 898.1-78) метизы подразделяются на 11 групп: 3.6; 4.6; 4,8; 5.6; 5.8; 6.6; 6.8; 8.8; 9.8; 10.9; 12.9.
Чем выше значение, тем большее усилие способен выдержать крепеж, тем он прочнее и выносливее.
К категориям от 3.6 до 6.8 относят болты, предназначенные для эксплуатации в легких конструкциях, 8.8-12.9 – высоконадежные.
Механические свойства крепежей в зависимости от показателя прочности представлены ниже в таблице:
| Класс прочности | Номинальное временное сопротивление, Н/мм² | Твердость по Виккерсу (min/max), HV | Предел текучести (min/max), МПа |
| 3.6 | 300 | 95/250 | 180/190 |
| 4.6 | 400 | 120/250 | 240 |
| 4.8 | 400 | 130/250 | 320/340 |
| 5.6 | 500 | 155/250 | 300 |
| 5.8 | 500 | 160/250 | 400/420 |
| 6.6 | 600 | 190/250 | 360/480 |
| 6.8 | 600 | 190/250 | 640 |
| 8.8 | 800 | 250/335 | 640/660 |
| 9.8 | 900 | 290/360 | 720 |
| 10.9 | 1000 | 320/380 | 900/940 |
| 12.9 | 1200 | 385/435 | 1080/1100 |
Что наносится на шапку болта
На стандартном болте, сделанном по ГОСТ 7798-70, есть маркировка.
В нее входят:
Обозначения наносят на верхнюю часть головки. Они бывают выпуклыми и углубленными. Геометрию определяет производитель.
На болтах и винтах диаметром более 6 мм маркировка обязательна. На крепежах меньших размеров номер не ставят.
 На стандартном болте есть маркировка с классом прочности.
На стандартном болте есть маркировка с классом прочности.
На деталях малого размера или нестандартной формы применяют символы из циферблатной системы.
Расшифровка знаков на болтах из нержавеющего металла:
Возможно заводское клеймо.
Изделия из мартенситного сплава маркируют аналогично углеродистым, при этом цифры внизу подчеркнуты. Стандартом разрешено не ставить точку в обозначении.
В БВП знаки указывают согласно ГОСТ 52644-2006.
В качестве примера: D 11.14 8.8 S ХЛ, где:
 Изделия из мартенситного сплава имеют заводское клеймо.
Изделия из мартенситного сплава имеют заводское клеймо.
Условные обозначения на шпильки наносят, если диаметр резьбы превышает 12 мм.
Требования по ГОСТу
Метизы должны соответствовать прописанным в ГОСТах размерам, механическим свойствам, классу точности, нормам качества, не иметь крупных дефектов и следов коррозии.
На чертежах и в спецификациях инженеры отмечают болты строго по стандарту.
Что такое предел текучести и как его определить
Предел текучести σт – критическая нагрузка на разъемное соединение, при которой наступает необратимый процесс разрушения конструкции без увеличения воздействующей силы.
На параметр влияет температура. При ее повышении σт понижается.
Для расчета показателя существуют 2 формулы:
 Пределом текучести называется критическая нагрузка на разъемное соединение.
Пределом текучести называется критическая нагрузка на разъемное соединение.
Чем выше предел текучести, тем дольше деталь способна находиться в состоянии напряжения, противодействовать динамическим и стационарным силам. При подборе крепежа учитывают 2- или 3-кратный запас прочности.
Класс прочности и марка стали
На качество изделий влияет содержание углерода в сплаве. С уменьшением количества вещества повышаются надежность, твердость и прочность детали.
Болты выпускают:
Необходимые свойства достигаются в результате термообработки (закалки) в электропечах. Каленый сплав отличается высокими эксплуатационными характеристиками.
Наиболее распространенные марки для изготовления БВП – Ст30ХГСА; Ст35; Ст35Х; Ст35ХГСА; Ст38ХА; Ст40Х; Ст40Х «Селект»; Ст20Г2Р.
Прочность узкоспециализированных болтов
Для БВП узкоотраслевого назначения предусмотрены отдельные стандарты и требования. Крепежи изготавливают увеличенными.

Характеристика, определяющая прочность металла, – напряжение, соответствующее максимальному усилию и предшествующее разрыву.
К группе специализированных БВП относят мостовые, башмачные, анкерные, железнодорожные болты и т. д.
Некоторые из них предназначены для эксплуатации в сложных и экстремальных условиях, имеют маркировку:
Механические свойства прописаны в ГОСТ 22353-77, Р 52644-2006, 24379.1-80.
Виды крепления болтов
Резьбовые соединения конструктивно отличаются друг от друга.
Болтовое
Болт – деталь, снабженная головкой и резьбой на разных концах. Резьба необходима для навинчивания гайки. Головку подхватывают снаружи гаечным ключом.
Для установки метиза на соединяемых поверхностях высверливают отверстия большего диаметра. С торцевой стороны снимают фаску.
 Болтовое крепление легко заменить при обрыве.
Болтовое крепление легко заменить при обрыве.
Недостаток соединения – требует много места, что приводит к увеличению габаритов и веса конструкции.
Достоинство – легкая замена при обрыве.
Винтовое

Винт ввертывают в корпус специальным торцевым инструментом. Головка бывает разной формы, в т. ч. 6-гранной. Главное отличие – малая площадь установки.
Отрицательный момент: при монтаже резьба часто повреждается, извлечь часть крепежа трудно. Поэтому винтовое соединение не применяют при многократном монтаже/демонтаже.
С помощью шпилек
Шпилька – крепежное изделие цилиндрической формы без головки, на концах которого имеется резьба одинакового диаметра. На одной стороне выполнена тугая нарезка. Другой конец необходим для установки гайки.
 Крепление с помощью шпилек востребовано при частой сборке конструкции.
Крепление с помощью шпилек востребовано при частой сборке конструкции.
Элемент востребован при частой сборке/разборке конструкции и установке в труднодоступных местах. Шпилька может гнуться и терять прочность. От сильных нагрузок резьба часто срывается.
Соединение болтов с помощью резьбы
Классификация резьб:
Метрическая резьба – основной тип резьбового соединения. Ее параметрами являются номинальный диаметр и шаг резьбы в миллиметрах, устанавливаемые ГОСТ 8724-81.
 Соединение болтов с помощью резьбы является надежным и технологичным.
Соединение болтов с помощью резьбы является надежным и технологичным.
Достоинства:
Недостаток – склонность к самоотвинчиванию.
Как правильно затягивать и откручивать болты
В паре «болт-гайка» устанавливают контргайку для удержания от раскручивания. Для стопорения используют простые, стопорные или специальные шайбы – круглые, пружинные, плоские квадратные либо особой формы. Зубчатые закручивают до указанного крутящего момента, попарно клиновые – до момента затяжки.
Удобный способ затягивания крепежа – анаэробный фиксатор. Жидкость наносят на место резьбы, накручивают гайку на болт. Вещество растекается по деталям, застывает. Конструкция становится неразборной.

При затягивании метизов пользуются ключами:
Усилие начальной затяжки определяют:
Метизы откручивают рожковыми или накидными ключами, отвертками, пневматическим гайковертом, головками с использованием воротка.
Крепеж с правой резьбой раскручивают против часовой стрелки. Если есть следы коррозии или ржавчины, необходимо нанести смазку-аэрозоль WD-40. Для выпадания ржавых остатков следует аккуратно постукать по болту молотком. Затем провернуть гайку на несколько градусов и свободно изъять крепеж.



