Сушка лакокрасочных материалов
У лакокрасочных материалов два устойчивых состояния:
Все ЛКМ проходят обязательную стадию под названием процесс плёнкообразование. Для описания процесса пленкообразования достаточно знать, что ЛКМ содержат смолы и растворители, состоящие обычно из нескольких жидкостей с различной летучестью.
В рабочую смесь добавляется, как правило, разбавитель, содержащий смесь жидкостей, летучесть которых может быть иной, чем у растворителя базового ЛКМ. Могут также добавляться отвердители, катализаторы со своими растворителями.
После нанесения летучие жидкости испаряются, а смолы образуют плёнку в результате физических и химических превращений. Химические процессы продолжаются и в отвердевшей плёнке, заканчиваются они только через неделю после нанесения.
Существуют ЛКМ и другого типа, отверждаемые УФ излучением за время порядка секунд.
Стадии сушки и пленкообразования
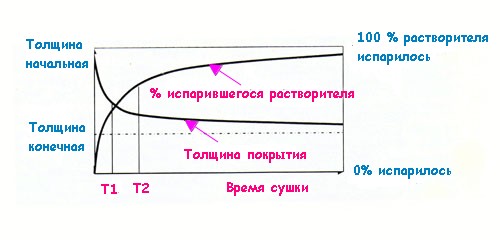
В процессе сушки и плёнкообразования можно различить три характерные стадии, см график внизу.
 |
|---|
| Рис. 1. Зависимости количества испарившегося растворителя (прав, шкала) и толщины покрытия (лев. шкала) от времени сушки толстого слоя лакового покрытия |
Длительность сушки от пыли
На этой стадии происходит наиболее интенсивная потеря растворителей и быстрое уменьшение толщины покрытия, сопровождаемое быстрым увеличением вязкости лака.
Раньше всего испаряются наиболее летучие компоненты, что приводит к очень быстрому увеличению вязкости.
В момент Т1 на жидком ЛКМ образуется тонкая поверхностная корка. Появление поверхностной корки резко снижает скорость испарения растворителей. Далее корка растёт вглубь и постепенно в гелеобразное состояние переходит весь слой лака.
Если после испарения быстрых фракций растворителя слой ЛКМ остаётся достаточно текучим, то возникшая ячеистая структура поверхности разглаживается.
Длительность сушки на отлип
Дальнейшее испарение растворителей из всё более твердеющей плёнки происходит очень медленно. Покрытие переходит в стеклообразное состояние, хотя в нём ещё долго удерживаются остатки растворителей.
Время сушки
Процесс увеличения твёрдости покрытия может длиться около недели и более. Время сушки до складирования определяется условно по достижению некоторой заданной твёрдости.
Продолжительность сушки зависит от толщины нанесённого слоя лака, но для различных ЛКМ по-разному.
Кроме того, продолжительность сушки зависит от влажности воздуха: при относительной влажности воздуха 80% сушка может потребовать в полтора раза больше времени, чем при влажности 30%.
Причина этого заключается в том, что влага из воздуха занимает те микроканалы, по которым происходит удаление разбавителей из плёнки на последних стадиях сушки.
В толстых слоях появление поверхностной корки мешает испарению разбавителей из нижних слоев, и продолжительность полного испарения разбавителей быстро возрастает с ростом толщины слоя.
У полиуретановых красок и лаков срок сушки до шлифовки или складирования примерно пропорционален толщине нанесённого жидкого слоя.
Для полиэфирных красок и лаков с растворителем, участвующем в сополимеризации, срок технологической сушки слабо зависит от толщины слоя.
Как ускорить сушку лака и краски
Производители ЛКМ предлагают способы ускоренной сушки, при повышенной температуре.
Известно простое правило: повышение температуры в камере сушки на 10°С сокращает время сушки органоразбавимых ЛКМ примерно в 2 раза.
 |
|---|
| Рис. 3. Вертикальная сушка |

| Степень высыхания | Условия испытания | Результаты испытания |
|---|---|---|
| 1 | Насыпание стеклянных шариков | Стеклянные шарики полностью удаляются мягкой волосяной кистью, не повреждая поверхности пленки |
| 2 | Нагрузка 20 г | Бумага не прилипает к покрытию |
| 3 | Нагрузка 200 г | То же |
| 4 | Нагрузка 2 кг | Бумага не прилипает к покрытию, на поверхности покрытия образуется след от нагрузки |
| 5 | Нагрузка 2 кг | Бумага не прилипает к покрытию и не оставляет след от нагрузки |
| 6 | Нагрузка 20 кг | Бумага не прилипает к покрытию. На поверхности покрытия остается след от нагрузки |
| 7 | Нагрузка 20 кг | Бумага не прилипает к покрытию и не оставляет след от нагрузки |
Ошибка №2
Измерение адгезии не полностью отвержденного покрытия
Данная ошибка тесно переплетается с ранее описанной проблемой сушки покрытия, являясь отчасти ее продолжением. На нашей практике встречались случаи, когда адгезия наших материалов проверялась исключительно «народными методами». Помимо использования неподходящего инструмента, в данном случае отмечалось и не совсем корректное время проведения испытаний. Так, например, своеобразные «тесты» часто проводились после достижения покрытием 3 степени высыхания. Чтобы поставить «точку» в данном вопросе, следует внимательно изучить ГОСТ, по которому проводятся испытания адгезии. Для примера рассмотрим документ, в котором изложены правила проведения испытания покрытия методом решетчатого надреза с целью определения показателей адгезии. ГОСТ 31149-2014 (ISO 2409:2013) Материалы лакокрасочные. Определение адгезии методом решетчатого надреза.
Подготовка пластинок к окрашиванию и окрашивание.
Пластинки для испытания подготавливают в соответствии с ГОСТ 8832, если другое не оговорено, и окрашивают в соответствии с указанными для испытуемого ЛКМ или системы покрытия.
Окрашенные пластинки высушивают в естественных условиях (или подвергают горячей сушке) и подвергают старению (при необходимости) с последующей выдержкой в течении установленного времени и условиях в соответствии с указанными для испытуемого ЛКМ или системы покрытия.
Как можно видеть данный пункт настоящего документа призывает специалистов получать конкретные данные для испытаний из документации производителя продукта. Другой пункт, касающийся дополнительной выдержки окрашенных образцов, умеет уже весьма конкретные значения, которые при определенных условиях могут быть изменены.
Выдержка окрашенных пластинок.
Перед испытанием окрашенные пластинки выдерживают при температуре (23±2) °C и относительной влажности (50±5) % не менее 16 ч, если другие условия не оговорены в НД или ТД на испытуемый материал или не согласованы заинтересованными сторонами.
СОВЕТ: Для надежного и корректного определения адгезии следует дождаться полного высыхания материала (степень 7 по ГОСТу 19007-73) и лишь затем производить измерения. Также, для получения консультаций по данному вопросу, можно связаться с техническими специалистами компании производителя.
Ошибка №3
Неправильные условия сушки материала, вследствие чего фактическое время высыхания покрытия не совпадает с данными производителя
Чтобы добиться максимального качества нанесения материала и длительного срока службы, очень важно на этапе окрашивания соблюдать некоторые основные параметры, касающиеся внешних условий окрашивания. Одним из факторов, влияющих на скорость отверждения покрытия, является температура. В технической документации и описании защитных покрытий производитель всегда указывает время высыхания того или иного продукта до степени 3. Однако чтобы получить аналогичный результат при окрашивании деталей, необходимо придерживаться «нормальной» температуры, находящейся в пределах 20 °C. Конечно же, на практике данное значение может меняться как в меньшую, так и в большую сторону. Вместе с изменением температуры окружающего воздуха будет меняться и длительность отверждения.

Данный график в наглядно иллюстрирует зависимость времени высыхания материала от температуры окружающего воздуха. Разумеется, подобная информация представлена исключительно в ознакомительных целях, поскольку эти данные могут существенно изменяться в зависимости от состава и типа конкретного покрытия.
При повышении температуры растет скорость протекания процессов испарения и полимеризации. Однако мы настоятельно не рекомендуем нашим клиентам прибегать к «гаражным» способам ускорения данного процесса. Технология ускорения высыхания отличается большой сложностью и множеством технических нюансов. Также для «быстрого» получения покрытия не рекомендуется подвергать окрашенные поверхности действию прямых солнечных лучей, поскольку в этом случае возможно быстрое высыхание лишь поверхности эмали. Образовавшаяся в результате таких мероприятий пленка будет препятствовать нормальному процессу отверждения.
СОВЕТ: Чтобы сократить время сушки изделий в условиях небольшого производства и без использования специального оборудования, мы рекомендуем прибегать лишь к незначительному повышению температуры (до 30 градусов) с помощью нагревательных элементов, установленных на достаточном расстоянии от изделия. Такой подход безопасен для покрытия и позволяет существенно сэкономить время.
Другими причинами, из-за которых может наблюдаться увеличенное время высыхания эмали, являются повышенная влажность воздуха, а также недостаточный воздухообмен. Посмотрим, какие требования к влажности воздуха предъявляет ГОСТ 9.105-80 «Покрытия лакокрасочные. Классификация и основные параметры методов окрашивания».
В производственных помещениях, предназначенных для окрашивания изделий, температура воздуха должна быть не менее 15 °C и не более 30 °C, относительная влажность не более 80 %. В технически обоснованных случаях допускается другое значение температуры при условиях обеспечения требуемого качества покрытия.
Как можно увидеть данный пункт жестко нормирует уровень максимальной влажности. Так, показатели влажности воздуха не должны превышать отметку в 80%.
Что касается воздухообмена, то в данном случае достаточно придерживаться здравого подхода, заключающегося в создании хотя бы минимальной циркуляции воздуха возле окрашенного изделия. Смысл подобной вентиляции (притока воздуха) заключается в своеобразной замене насыщенного парами растворителя воздуха, на свежий, еще не содержащий данных компонентов воздух. Это требование становится особенно актуальным при окрашивании внутренних полостей, баков и т.д. Кроме того, для полноценного процесса полимеризации, покрытие нуждается в постоянном подводе кислорода (из воздуха).
Ошибка №4
Нанесения краски толстым слоем
В статье про адгезию мы уже разбирали вопрос, касающийся необходимой толщины лакокрасочного покрытия. В данном случае параметры толщины слоя будут рассматриваться в качестве причины, по которой может отмечаться увеличенное время высыхания защитных покрытий.
ПРИМЕР: Вы производите окрашивание металлической поверхности, например емкости (цистерны), с помощью обычного валика или кисти. В некоторых местах на конструкции имеются характерные вмятины или уклоны, сложно различимые невооруженным глазом. После нанесения слоя краски поверхность выносится «на воздух». В результате, через определенное время в некоторых местах краска начинает «проминаться» под нажимом пальца. Верхний слой покрытия при этом совершенно не липнет к рукам.
Похожая ситуация может сложиться в том случае, когда была существенно превышена рекомендуемая производителем толщина слоя. В результате, на поверхности покрытия образуется пленка, препятствующая дальнейшему высыханию основной части.
СОВЕТ: Чтобы избежать подобной ситуации, внимательно следите за толщиной мокрого слоя и не превышайте значений, указанных в документации на покрытие.
Ошибка № 5
Использование неподходящего/некачественного растворителя
Для получения необходимой консистенции эмали перед окрашиванием часто используют различные растворители. Однако в данном вопросе также присутствуют некоторые «подводные камни». За время работы мы сталкивались с ситуациями, когда качественный продукт по «непонятным причинам» переставал высыхать или высыхал крайне медленно. Причина в краске? Нет, в растворителе!
Дело в том, что растворители довольно сильно различаются по своему составу и скорости высыхания. Так, при выборе конкретного вида растворителя или разбавителя надо, прежде всего, учитывать его совместимость с приобретаемым продуктом, а также температуру, при которой будет происходить окрашивания изделий.
Технические характеристики лакокрасочных материалов
Обычно для каждого лакокрасочного материала есть техническая спецификация с параметрами, по которым уже можно сделать предварительные выводы о том насколько он соответствуют Вашим задачам.
Блеск
Блеск задаётся для финишных покрытий: лаков и эмалей.
Современные финишные материалы подразделяются на 2 технологически различающихся типа в зависимости от блеска:
Для матовых лаков и эмалей обычно существует несколько вариантов изготовления с различным блеском.
Блеск может регулироваться с помощью специальных матирующих добавок в ЛКМ.
Миниатюрные блескомеры
Современные миниатюрные блескомеры позволяют измерять блеск за секунды.
 |
|---|
| Рис. 1. Миниатюрный блескомер |
Новое поколение миниатюрных высокоточных блескомеров минимальных размеров позволяют измерять любой уровень блеска от матовых до глянцевых, причем на участках крайне ограниченных по площади.
Пример для вас, Блескомер ZGM 1120, который служит для определения блеска, причем этот прибор передает данные измерения непосредственно на компьютер через USB-интерфейс.
Вязкость
 |
|---|
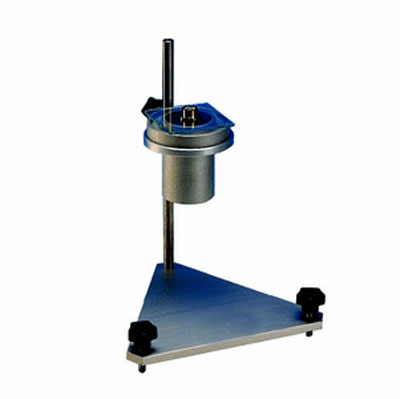
| Рис. 2. Чашечный вяскозиметр |
 |
|---|
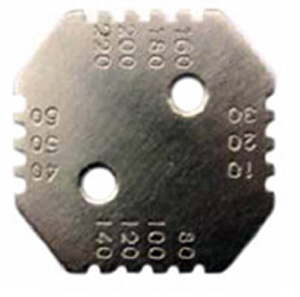
| Рис. 3. Гребенка для измерения толщины жидкого слоя лакокрасочного покрытия |
Поскольку удельный вес прозрачных ЛКМ близок к 1 г/см3, численное выражение толщины слоя в микронах и веса жидкого слоя в г/м2 практически одинаковое, то есть толщине жидкого слоя 100 мкм примерно соответствует вес жидкого слоя 100 г/м2.
Требуемое количества готовой смеси = вес жидкого слоя разделить на коэффициент переноса окрасочного оборудования.
Коэффициент переноса окрасочного оборудования учитывает какое количество материала теряется при нанесении.
Рассчитаем общее количество материала, если рекомендуемый для нанесения вес составляет 100 грамм на квадратный метр, материал будет наноситься двумя слоями, а коэффициент переноса покрасочного оборудования равен 50%.
Общее количество ЛКМ, которое необходимо нанести на 1 м2 поверхности: 100*2 = 200 г/м2 делим на эффективность оборудования (= 0,5) и получаем общее количество лакокрасочного материала: 200/0.5 = 400 г/м.кв
Сухой остаток
Сухой остаток выражается как процентное соотношении по весу содержащихся в ЛКМ нелетучих веществ ко всему лакокрасочному материалу, это то, что остаётся на поверхности после того, как летучие составляющие (растворители, разбавители и т.п.) испаряются.
Если лакокрасочный материал имеет сухой остаток 50%, это означает, что 1 кг данного продукта содержит 500 грамм нелетучих веществ.
Показатель сухого остатка определяется производителем в лаборатории.
Чем выше величина сухого остатка, тем более экономичным является использование данного материала Особенно важно высокое значение этого параметра у основных грунтов.
Смачивающая способность
Существуют также технологические параметры ЛКМ, в спецификациях количественно не указываемые из-за их сложности и трудности измерения, но также важные для качества покрытия.
Например, высокая смачивающая способность означает, что ЛКМ может проникать в узкие щели и укрывать узкие выступы микрорельефа, вытесняя при этом возможные следы влаги, загрязнений.
Смачивающая способность повышается обычно с увеличением количества разбавителя. Это свойство особенно важно для грунтов, наносимых первым слоем.
Растекаемость
Свойство растекаемости особенно важно для лаков, эмалей.
Укрывистость
Укрывистость обеспечивается применением соответствующих укрывистых пигментов и высокой их концентрацией.
Различные пигменты обеспечивают различную укрывистость эмалей. Наибольшей укывистостью обладают белый и черный, а также железооксидные пигменты.
Прозрачность
Прозрачность важна для ЛКМ используемых при прозрачных отделках. Прозрачность как правило снижается с увеличением сухого остатка, поэтому пигментные ЛКМ могут иметь больший сухой остаток, чем прозрачные.
Бюджетная покраска дисков — Своими руками. Покраска

Бюджетная покраска дисков — Своими руками. Покраска
Кого интересует подготовка дисков к покраске: Бюджетная покраска дисков — Своими руками. Подготовка
Итак продолжим друзья. Труба зовет. И пока диски греются на солнышке, готовимся к бюджетной покраске.

Нам потребуется: Горячая вода. Градусов 30+. Перебалтываем грунт и ставим баллон в банку. Контрольный пробник. Любая железяка которую не жалко покрасить. По ней мы будем отслеживать степень высыхания на «отлип». Картонка, в моем случае это куски ДВП. Для того чтобы при окраске не крутить сам диск.
В силу ограничения количества загружаемых фотографий, пришлось выбрать лучшие, некоторые объединить.
Пока грунт греется. На улице +16. Почитаем инструкцию, настоятельно рекомендую это делать. Для ленивых есть комиксы. KUDO обещает нам: Грунтовку до +10 градусов (если 9 пипец). В два слоя с промежутком 10-15 минут при +20 (увеличим до 20). Время высыхания 2 часа при +20 (увеличим до 3х).

Погнали. С расстояния 20 — 25 сантиметров начинаем с внутренней стороны и обода где стоит резина. Не пытайтесь загрунтовать сразу все, потечет. Лучше пройти несколько раз. Небольшими пшиками грунтуем оголенный метал и по желанию все.

В моем случае, прокатанные диски и в плачевном состоянии, грунтовал почти полностью. Ждем 20 минут. Не забываем про пробник. Если не липнет. Вперед следующий слой.

Небольшой косяк. Грунт поднял старую краску. Убираем сразу, грунтуем.

После нанесения 2х слоев и высыхания. Переворачиваем, ставим к стенке под 45 градусов. Таким же не спешным пшиком проходим внешнюю сторону в два слоя.

В принципе не плохо получилось для самого дешевого грунта. Хорошая укрывистость не течет. Достаточно зернистый.
Пока грунт сохнет, немного инфы для начинающих. Грунт является связующим веществом между железом и краской. В силу своей большей зернистости чем у краски, хорошо прилипает к железу. По этой же причине пропускает влагу. Поэтому загрунтованная железака пролежав не покрашенная энное время ржавеет.
Краска мелкозернистая и ей трудно прилипнуть к металлу, а вот к грунту элементарно. Кстати! Приобретайте грунт и краску одной фирмы. Все таки, надеюсь, они тестят свою лакокрасочную продукцию на совместимость.

Грунт высох, не прилипает. Погнали! Но сначала инструкция. Все тоже до не ниже +10. Сейчас +22. 2 — 3 слоя с промежутком 10 — 15 минут при +20 (будет сделано cudo). На «отлип» 40 минут. Полное высыхание 5 часов.
Сначала дуем на пробник и … Стоп! Полное дерьмо! Краска или Вода? Вот в чем вопрос? Краска течет, правда я дунул от души. А красить нужно. Увеличиваем расстояние до 35 — 40 сантиметров и аккуратно еще меньшими пшичками, поворачивая и крутя диски задуваем таки все пять штук с внутренней стороны. Ждем 15 минут. Повтор №2. Ждем.

Переворачиваем и устанавливаем под 45 градусов к стене. Задуваем.

Краска жидкая по самое не могу. Поэтому расход не большой. Буду лить до упора на внешнюю, лицевую часть.

Это после второго прохода. Уже лучше. Увеличил время сушки между до 25 минут. Пробник липнет.

После третьего. Неплохо для бюджетной то покраски.

И все вместе для общей фотографии.

Еще разок, скажите «Диииск!». Молодца. И опять ждем минут пока пробник не будет липнуть.

Между сушками дорабатываю ясчичек от Stanley. Зря что ли такие деньжищи платил. Для интересующихся органайзерами для мелких деталей Stanley.Собственно осталось добавить предохранителей, лампу для противотуманок и что войдет еще полезного. И он займет достойное место в багажном кармане.

На до же пробник не липнет. Последний проход и краске финиш.

Общий вид хороший. Из далека еще лучше.

Вердикт: Не советую связываться с этой краской. Даже заборы красить. Но клиент доволен, готов забрать сырые диски. И это главное для нас, клиент доволен и готов! Но извиняйте приходите завтра!

DAS пихает меня левым передним копытом, а сказать не может он же машина, какой с него спрос. Да помню я и сейчас расскажу.

Краска и грунт ABRO. Ровно год назад решил я подкрасить свои штамповки, в смысле его. Имелся в наличии баллон серого грунта и баллон краски. Снял колеса, резину не снимал. Мелкой шкуркой сбил глянец. Промыл и обезжирил. В два тонких слоя прогрунтовал. Замечательная укрывистось. Дал просохнуть до утра. Утром мелкой шкуркой шлифанул.
Покрасил в два слоя без всяких: ай-ай, е мать и епрст. Держится и имеет вид. Немного сбрызнул водой для фото.
Понимаю, найдутся знатоки и умники, что легче сдать на покраску, лучше покрасить пуликом и нормальной краской ну и тд. Ну нету у меня пулика, покупать его из-за четырех дисков? И компрессор с ресивером в придачу. Также нет у меня привычки ходить по гаражам и мешать народу работу работать. А своими ручками поработать? Слабо? А для души?
PS. На следующий день. Утро 08:20. Диски высохли и не липнут. Уже уехали на шиномонтаж.
Всем удачи! Берегите себя и свои диски!
Мета/Теги: Диски, окраска, подготовка, своими, руками, Kudo, грунт, краска



