Сухой остаток: насколько это важный показатель в технологии ЛКМ?

Данный показатель очень часто приравнивают к показателю толщины слоя после нанесения и высыхания покрытия, ожидая, что те самые заявленные изготовителем «массовая доля нелетучих веществ 60%» превратятся из 100 микрон мокрой плёнки в 60 микрон сухой плёнки, но на деле это не совсем так.
Измеряя толщину до и после высыхания ЛКМ, нам необходимо знать, не сколько краска теряет в весе, а сколько краска теряет в объёме. Отсюда появляется немаловажный параметр «Объёмная доля нелетучих веществ». Данный характеристика прописывается далеко не во всех паспортах качества производителей ЛКМ, поэтому разобраться, сколько нужно нанести краски, чтобы получить слой 60 микрон сухой пленки, не так просто.
Для того, чтобы узнать реальный расход ЛКМ, нам понадобятся следующие параметры:
Зная этим параметры, можно смело произвести расчёт:
Лакокрасочный состав имеет следующие параметры:
Для примера, берём 100 кг уже высохшей плёнки ЛКМ и вычисляем её объём (т.к. усадка у нас всегда по объёму), при плотности 1520 кг/м3, объём составляет (100/1520)*1000 = 65,78 литров, то есть 100 кг сухой краски занимает объём, равный 65,78 литров.
Так как массовая доля нелетучих веществ в составе равна 67%, мы можем рассчитать, сколько весили те самые 100 кг высохшей краски в форме поставки. 100*100/67 = 149,25 килограммов.
Теперь, зная вес краски в форме поставки, мы можем узнать, какой объём она занимала, используя параметр: плотность состава в форме поставки (149,25/1250)*1000 = 119,4 литров.
Теперь мы получаем следующую картину:
Взяв 149,25 килограммов краски, что составляет 119,4 литра, мы получили 100 килограммов краски, занимающей объём 65,78 литров. После высыхания ЛКМ краска теряет в объёме (65,78*100)/119,4 = 55%.
Теперь сравниваем наши исходные данные:
Массовая доля нелетучих веществ – 67%
Объёмный сухой остаток – 55%
Отсюда можно сделать вывод о том, что показатель «массовая доля нелетучих веществ» по большей части характеризует экологичность материала, нежели технологический параметр усадки.
Разделение лакокрасочных материалов по сухому остатку

Чтобы контролировать толщину слоя необходимо соблюдать ряд правил:
Вяжущие свойства материала определяют его проходимость через сопло и толщину слоя. Жидкий ЛКМ способен создавать тонкие слои, вязкий – толстые. Чем более густой и вязкий материал, тем больше должен быть диаметр сопла.
Нам известно, что оптимальная толщина слоя составляет от 50 до 60 мкм. Превышение данного норматива нежелательно. Это может привести к ухудшению качества лакокрасочного покрытия, снижению его защитных свойств, плотности и т.д. Важно соблюдать технологию нанесения ЛКМ с разным количеством твердого вещества. Далее рассмотрим ее подробнее.
Сухой остаток определяет основные характеристики материала и его экологические особенности. Наиболее высокое содержание органических веществ является прямым показателем количества растворителей в материале. При высоком сухом остатке растворителей мало, данный фактор снижает количество выбросов вредных веществ в окружающую среду.

LS (Low Solid) – низкий показатель сухого остатка. Материалы с низким содержанием сухого остатка встречаются довольно редко. Они имеют высокое содержание летучих веществ (VOC более 800 г/л) и оказывают негативное воздействие на окружающую среду. Процентное содержание сухого остатка составляет порядка 40 %. LS-материалы состоят из больших молекул, имеющих разреженное расположение. Толщина одного слоя у таких материалов составляет до 20 микрон. Необходимо наносить в 3-4 слоя. Данные материалы на сегодняшний день не используются.
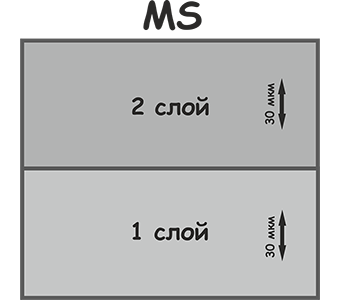
MS (Medium Solid) – средний показатель сухого остатка. Материалы MS создают более плотный слой. Содержат более 50% сухого остатка и умеренное количество летучих веществ (VOC около 600 г/л). Молекулы средней величины и расположены ближе друг другу. Толщина слоя составляет около 30 микрон. Чтобы толщина достигла 60 мкм нужно два равномерных слоя MS-материала. Время сушки каждого слоя должно составлять не менее 10 минут при 20 °C.
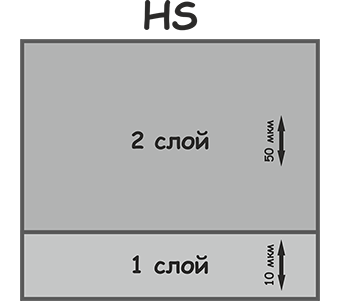
HS (High Solid) – высокий показатель сухого остатка. Материалы HS более насыщены твердыми веществами, чем MS. Сухой остаток составляет более 60%, что обеспечивает экономичный расход материала. Имеют сниженное количество летучих веществ (VOC до 400 г/л). Данный фактор делает их наименее экологически вредными. По свойствам вязкие и плотные. Наносятся в 1,5 слоя. Первый слой необходимо наносить тонко (10-20 мкм). Второй слой должен быть толстым порядка 40-50 мкм. Выдержка после первого слоя около 3-5 минут. Оптимальная температура для сушки составляет около 20 °С.
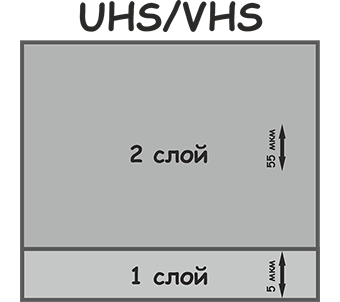
UHS/VHS (Ultra High Solid/Very High Solid) – ультравысокий показатель сухого остатка. Данные материалы обладают наибольшей плотностью. Содержат более 80% сухого остатка, что на сегодняшний день является абсолютным максимумом. Летучие вещества сведены к минимуму (VOC до 200 г/л). Их консистенция позволяет добиться слоя в 60 мкм за одно нанесение. Тем не менее, для большей надежности и усиления адгезии лучше наносить в два слоя. Первый посадочный слой должен быть максимально тонким насколько это возможно. Второй слой наносится в полноценном виде, он очень толстый и является завершающим. Выдержка между слоями не требуется. При работе с такими материалами необходимы особые производственные условия.
Что такое краски с высоким содержанием сухого остатка и каковы их основные преимущества?
Краски с высоким содержанием сухого остатка имеют множество преимуществ с точки зрения производительности, юридических вопросов и производственных затрат.
Благодаря содержанию сухого остатка более 60 %, такие краски имеют ряд преимуществ по сравнению с красками с низким и средним содержанием сухого остатка. Выполняя работы с использованием красок с высоким содержанием сухого остатка, вы получаете преимущества окраски премиум-класса и снижаете экологические риски, экономя при этом деньги благодаря наилучшей укрывистости.
Использование красок с высоким содержанием сухого остатка имеет множество преимуществ с точки зрения производительности, юридических вопросов и производственных затрат. Чтобы понять в чем заключаются эти преимущества, важно знать, как производятся эти краски и какие компоненты они содержат.
Ингредиенты краски
Краски содержат различные твердые и жидкие вещества. Изменяя их количество и соотношение, вы получаете покрытия разного качества. Жидкости, содержащиеся в краске, называются растворителями. Они действуют как носители, которые помогают связывать пигменты и смолу, улучшая их текучесть и обеспечивая более ровное нанесение краски.
Растворители разбавляют твердые частицы, которые имеют три возможные формы:
Разница между красками с низким, средним и высоким содержанием сухого остатка.
По содержанию сухого остатка краски можно разделить на три группы: с низким, средним и высоким содержанием. Данная классификация является официальной системой, но, в целом, используются следующие принципы:
Преимущества красок с высоким содержанием сухого остатка
Краски с высоким содержанием сухого остатка дают несколько важных преимуществ:
При толщине сухой пленки 50 микрон 1 литр краски с высоким содержанием сухого остатка 60 % покроет примерно 12 м2. 1 литра краски со средним содержанием сухого остатка 40 % хватит только на 8 м2.

Растворитель 60 % + 40 % сухого остатка
1 литр на 10 м2 покрытия

Растворитель 40 % + 60 % сухого остатка
1 литр на 15 м2 покрытия
Вывод: краски, содержащие на 50 % больше сухого остатка позволяют окрасить на 50 % больше площади.
Вывод: высокое содержание сухого остатка дает лучшие результаты и позволяет сэкономить деньги
Выполняя работы с использованием красок с высоким содержанием сухого остатка, вы получаете более яркое и непрозрачное покрытие, экономя при этом деньги благодаря наилучшей укрывистости.
Немного о таких значениях как VOC и «сухой остаток» в лакокрасочных материалах.

Немного о таких значениях как VOC и «сухой остаток» в лакокрасочных материалах.
Какая разница между этими значениями интересует многих.
На самом деле тут все довольно просто. В основе этого лежит экологическая составляющая. Автотранспорт, электростанции, химические производства являются источниками загрязнения атмосферы. Производители ЛКМ, например, загрязняют окружающую среду растворителями, испаряющимися в атмосферу. А самый большой вред наносит экосистеме автотранспорт.
В Европе это хорошо понимают и с каждым годом ужесточают экологические нормы, в том числе и в отношении VOC. Там одни из самых жестких требований, предъявляемых к производителям ЛКМ к экологической чистоте материалов.
Основное требование, предъявляемое европейскими экологами – это сокращение выбросов в атмосферу летучих органических соединений. Иногда говорят летучие органические вещества, сокращенно по-русски ЛОС или ЛОВ.
Подобная законодательная экологическая норма в свою очередь ведет к тому, что лакокрасочная отрасль начинает искать новые решения. И по мере совершенствования лакокрасочных материалов главной задачей в европейских странах, стала разработка продуктов с наименьшими потерями для экологии.
К решению этой задачи можно отнести, как усовершенствование и популяризацию водоразбавляемых ЛКМ, именно по этой причине европейцы используют повсеместно водоразбавляемые лакокрасочные системы, так и создание материалов с низким содержанием летучих органических соединений и соответственно с высоким содержанием сухого остатка.
Обычно органорастворимые материалы содержат пленкообразователи с высокой вязкостью, которые для успешного нанесения различными методами требуют введения большого количества растворителя. В последние годы на рынке ЛКМ появились новые материалы на основе низкомолекулярных пленкообразователей с низкой вязкостью, что позволяет повысить сухой остаток. Но тут есть одно «но», следствием снижения молекулярной массы пленкообразователя зачастую является уменьшение жизнеспособности материала после смешивания компонентов, поэтому очень много работы было посвящено именно ускорению процесса сушки. Исследования показывают, что составы с уменьшенным молекулярным весом способны, застывая, образовывать пленку повышенной прочности, если в их состав вводить реакционноспособные смолы. Пленка тогда гораздо более устойчива не только к механическим повреждениям, но и к воздействию химикатов. Такие покрытия долговечны, остаются красивыми в течение многих лет.
Также увеличивается вероятность образования потеков при нанесении. Поэтому для получения качественного покрытия в процессе работы необходим контроль реологических свойств материала.
Только в этом случае покрытия будут обладать требуемыми физико-химическими свойствами.
В Европейском Союзе принято считать VOC любые органические химические соединения, которые имеют высокое давление паров в обычных условиях при комнатной температуре, с точкой кипения ≤ 250°С.
Виды VOC многочисленны и разнообразны. Бывают как природного, так и искусственного происхождения.
Основным источником VOC в лакокрасочных материалах являются растворители, которые влияют на скорость высыхания, контролируют вязкость и тиксотропность. Выделяются из жидких веществ, включают в себя различные химические элементы, которые имеют краткосрочные или долгосрочные неблагоприятные последствия для здоровья человека.
Высокая концентрация VOC не только загрязняет воздух, которым мы дышим, но приводит к различным заболеваниям, таким как головная боль, глазные заболевания, заболевания дыхательных путей, а также снижение работоспособности нашей иммунной системы. Некоторые органические соединения способны вызвать рак у животных, а некоторые известны как причина рака и у людей.
Кроме того, летучие органические соединения способствуют образованию озона вблизи поверхности Земли, так называемый приземной озон, который является составляющей смога и даже в небольших концентрациях может оказывать пагубное влияние на здоровье, вызывая всякого рода расстройства, что может стать причиной серьезных заболеваний.
Нормальная концентрация в атмосфере этого элемента безусловна нужна, озон действительно чистит наш воздух, являясь сильным окислителем, он разлагает многие токсические примеси в атмосфере до простых безопасных соединений, тем самым обеззараживая воздух, но к сожалению переизбыток озона оказывает плохое влияние на живые организмы.
Производители по закону обязаны маркировать продукцию, которая содержит и выделяет VOC-вещества.
Для этого используют 5-ти уровневую шкалу:
• Минимальное содержание VOC: 0-0,29%
• Низкое содержание VOC: 0,30-7,99%
• Среднее содержание VOC: 8,00-24,99%
• Высокое содержание VOC: 25-50%
• Очень высокое содержание VOC: 50% и выше.

Вот так выглядит официальная марка ЕС, заветный европейский экологический символ — эко-цветок. Этим цветком ЕС награждает производителей стран Европейского союза и Европейской Экономической Ассамблеи, продукция которых значительно превосходит продукцию других производителей по экологическим критериям. Если видите данный символ на продукте, значит он безопасен для экосистемы.
В отличие от своих европейских коллег российские потребители ЛКМ в настоящее время еще не ограничены столь жесткими экологическими требованиями при выборе систем покрытий.
У нас в стране отношение к экологии не столь бережливое. И экологические стандарты в этой области у нас кардинально отличаются от европейских.
По сей день не принят Технический регламент ЕАЭС на лакокрасочные материалы. Именно технические регламенты по безопасности должны стать главным регулятором допуска продукции на рынок и закладывать параметры безопасности для человека и окружающей среды.
rg.ru/2017/02/27/tehregla…h-por-ne-byl-priniat.html
На сегодняшний момент европейцы используют такую разрешенную норму на максимальное содержание ЛОС для авторемонтных лакокрасочных материалов:
Продукты для подготовки и очистки 850 (г/л)
Средства для предварительной очистки 200 (г/л)
Заполняющая шпатлевка (все типы) 250 (г/л)
Грунтовка (отделочная/доводочная шпатлевка и многофункциональная грунтовка (для металлических поверхностей) 540 (г/л)
Травильная грунтовка 780 (г/л)
Верхний слой (все типы 420 (г/л)
Отделочные покрытия с особыми свойствами (все типы) 840 (г/л)
г/л в готовом для употребления продукте. За исключением «подготовительных и чистящих продуктов», любое содержание воды в продукте, готовом к употреблению, не следует принимать во внимание.
Если кратко, в Европе считают то что испаряется в атмосферу, загрязняя экологию и нанося вред здоровью. В нашей стране считают материал, оставшийся на поверхности после испарения всех летучих компонентов, иначе говоря «сухой остаток».
Что есть «сухой остаток» – это массовая доля нелетучих веществ в составе лакокрасочного материала, которая остается на поверхности после его отверждения. Определяется путем замера массы образца после полного отверждения и первоначальной массы. В ЛКМ к ним можно отнести смолы, пигменты, различные присадки и добавки.
В технической документации обычно его значение выражают в процентах от общего веса продукта. Данный параметр определяется в лаборатории производителя. Величина сухого остатка, как правило, приводится в техническом паспорте на материал.
В России для определения этого существует ГОСТ 31939-2012 (ISO 3251:2008) Материалы лакокрасочные. Определение массовой доли нелетучих веществ (ИСО 3251:2008. «Краски, лаки и пластмассы. Определение содержания нелетучих веществ», MOD)
Но если самому посчитать, то целесообразнее рассчитывать не на сухой остаток основы ЛКМ, а на сухой остаток рабочей смеси, готовой к применению.
Например:
Если на материале указано, что содержание сухого остатка у материала составляет 50%, это значит, что в 1 кг материала содержится 500 г сухого остатка. Для нанесения распылением и обеспечения рабочей вязкости его нужно разбавить, добавив 20% или 200 г разбавителя на каждый килограмм материала.
В результате мы получили 1200 г готового к работе состава, содержащего 500 г сухого остатка.
Рассчитаем процент сухого остатка — 500 х 100 / 1200 = 41,6%.
Таким образом, в рабочем составе содержание сухого остатка снизилось с 50% до 41,6%.
Резюмируем: сухой остаток измеряют по весу в процентном выражении в расчете на килограмм, то есть если указано, что сухой остаток условно говоря 50%, значит в килограмме готовой смеси сухого остатка 500 грамм.
В объеме измеряют летучие органические соединения, в граммах на литр, то есть, если VOC условно говоря равен 420 г\л, а так как у лкм разная плотность и тот же литровый объем может иметь разный вес, то соответственно значение сухого остатка будет выражаться другими значениями.
Чем выше сухой остаток ЛКМ, тем большая толщина покрытия получается после высыхания пленки. Взять к примеру грунты с высоким сухим остатком, их обычно используются в процессах, где нужно добиться толстого слоя грунта за одно нанесение.
Хотя российские ГОСТы позволяют измерить не только то, что осталось, но и то, что испарилось.
ГОСТ 31991.2-2012 (ISO 11890-2:2006) Материалы лакокрасочные. Определение содержания летучих органических соединений (ЛОС). Газохроматический метод (lSO 11890-2:2006 «Краски и лаки. Определение содержания летучих органических соединений (ЛОС). Часть 2. Газохроматический метод», MOD)
Аббревиатуры LS, MS, HS, UHS/VHS/HD как раз и несут в себе информацию о содержании сухого остатка в готовой к применению смеси в эмалях, грунтах или лаках.
LS (Low Solid) – низкое содержание сухого остатка.
MS (Medium Solid) – среднее содержание сухого остатка.
HS (High Solid) – высокое содержание сухого остатка.
UHS/VHS/HD (Ultra High Solid/Very High Solid/High Density) – сверхвысокое содержание сухого остатка.
Пока не существует достаточно четкого определения материала по сухому остатку. Традиционно к ним относят ЛКМ с содержанием нелетучих веществ свыше 60% (по объему).
Краска для внутренних работ: из чего состоит и как выбрать
В данном разделе планируется цикл статей, посвященных выбору краски и разрешению основных проблем, с которыми сталкиваются покупатели.

Нужно уточнить, что в рамках данной статьи пойдет речь о красках для внутренних работ, так как краски для наружных поверхностей относятся к отдельной линейке специализированных покрытий. Итак, любая краска состоит из воды, растворителей, связующего, наполнителей, пигментов и различных добавок. Рассмотрим наиболее значимые характеристики ЛКМ и разберемся, какую роль они играют.
Вода и растворители поддерживают необходимую среду для объединения всех составляющих и обеспечивают вязкость состава.
На современном российском рынке ЛКМ предлагаются преимущественно воднодисперсионные краски, которые, в зависимости от типа связующего, подразделяются на акриловые, силиконовые, акрилосиликоновые, стиролакриловые, ПВА и др. В отличие от устаревших водоэмульсионных составов, воднодисперсионные краски не боятся влажной уборки, обладают длительным сроком службы. Кроме того, краски на водной основе экологичны, не имеют резкого запаха, быстро сохнут и выветриваются.
Наилучшими показателями обладают краски на основе акрила(латекса) или силикона – они существенно дороже аналогов, но полностью оправдывают свою стоимость за многолетнюю беспроблемную эксплуатацию.
Укрывистость и сухой остаток являются важнейшими параметрами краски. Они обеспечиваются такими компонентами, как наполнители и пигменты, влияют на расход и способность краски противостоять воздействию солнца или коррозии.
Сухой остаток – это те вещества, которые останутся на окрашенной поверхности после испарения воды и растворителей, то есть после высыхания краски. Фактически, сухой остаток влияет на толщину лакокрасочной пленки, и чем больше этот показатель, тем дольше прослужит покрытие. Содержание сухого остатка в качественной краске должно быть не менее 20%.
Пигменты (колоранты) придают краске цвет, являясь вспомогательным компонентом, добавляющемся на этапе продажи краски конечному потребителю. Уважающий себя продавец будет использовать только рекомендованные конкретным производителем пигменты и колеровочное оборудование, обеспечивающие стабильность рабочих характеристик краски и точность подбора оттенков.
Добавки не относятся к главным характеристиками краски, тем не менее, играют важную роль, позволяя усилить эксплуатационные показатели. Добавки улучшают определенные свойства краски: это могут быть вещества, стабилизирующие однородность состава или время высыхания, антисептики, загустители, воски и т.п.
Степень блеска. Все традиционные краски и прочие лакокрасочные материалы разделяются по уровню блеска: матовые, глянцевые или полуглянцевые. Подобная классификация позволяет реализовывать различные декораторские эффекты, скрывая недостатки и подчеркивая достоинства. Например, матовые ЛКМ хорошо маскируют мелкие дефекты за счет того, что практически не отражают свет. Правда, матовое покрытие быстрее загрязняется и более подвержено истиранию.
Следующая категория ЛКМ – так называемые полуматовые («блеск яичной скорлупы»), или с шелковистым блеском, что, по сути, практически одно и то же. Они более устойчивы к износу, истиранию, мытью, обладают средней степенью блеска. Такие покрытия актуальны для помещений с высокой влажностью – ванных комнат, кухонь; или для поверхностей, которые испытывают повышенные нагрузки – двери, детские комнаты, коридоры и пр.
Розничная цена 1л качественной импортной краски от надежного производителя не может быть меньше 1000-1500 рублей. Это, прежде всего, обусловлено использованием качественного дорогостоящего сырья, а также оборудования, высококвалифицированного персонала, строгой системой проверки качества и сертификации; проведением исследовательских научных работ по разработке и/или улучшению формул, лабораторных испытаний продукции. Ну и конечно, на цену влияет логистика, таможня, складские расходы и прочие факторы – эти расходы составляют примерно 10-15% от стоимости краски.
Однако, считать цену краски в литрах или килограммах не совсем правильно, потому что итоговая стоимость, как уже упоминалось выше, напрямую зависит от расхода краски. К примеру, для окраски одинаковой площади можно купить 10 банок дешевой краски или 4 банки «дорогой», затратив в итоге одинаковую сумму. Но дешевую краску придется обновлять через 2-3 года, а «дорогая» прослужит минимум в три раза дольше.



