Допуски формы и расположения
Любая технологическая операция может быть выполнена с определенной точностью, а значит размеры полученной в результате обработки детали не будут идеальными, они могут колебаться в некотором диапазоне. Для того, чтобы выполнить условия собираемости и обеспечить надежную работу детали в заданных условиях необходимо задать допустимый интервал, в который должен попасть итоговый размер. Этот интервал может регламентировать не только линейные или диаметральные размеры, но и форму или взаимное расположение поверхностей.
Допуски формы и расположения назначаются конструктором исходя из условий сборки и особенностей работы детали в механизме.
Виды допусков формы
Отклонения и допуски формы
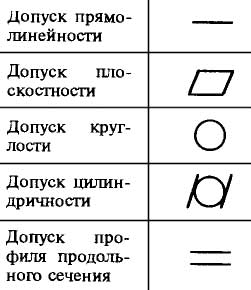
Различают следующие допуски на отклонения формы:
Допустимые отклонения обозначаются специальными символами.
Виды допусков расположения
Различают допуски месторасположения и допуски ориентации.
Отклонения и допуски расположения
Различают следующие виды допусков расположения:
Эти допуски обозначаются символами.

Суммарные допуски
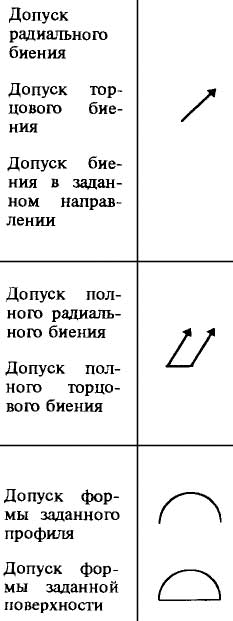
Существует несколько видов суммарных допусков формы и расположения.
Эти допуски обозначаются символами.
Обозначение допусков формы и расположения на чертежах
В случае отсутствия базы допуска рамка состоит только из двух частей. Примеры рамок допусков формы и расположения показаны на рисунке.
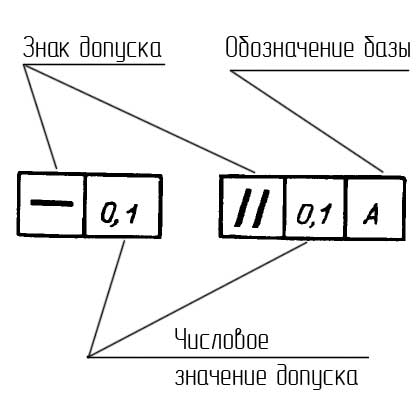
На рисунке слева показана рамка с допуском формы (допустимое отклонение от прямолинейности), справа с допуском расположения (допустимое отклонение от параллельности).
Рамку выполняют тонкими линиями. Высота текста в рамке должна равняться размеру шрифта размерных чисел. От рамки допуска до поверхности или до выноски проводится линия, оканчивающаяся стрелкой.
Перед числовым значение допуска могут указываться знаки:
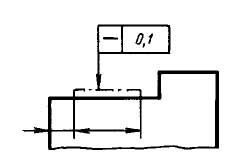
Если допуск должен применяться не ко всей поверхности, а только к некоторому участку, то он обозначается штрих пунктирной линией.
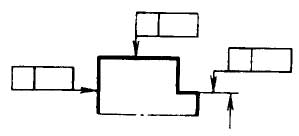
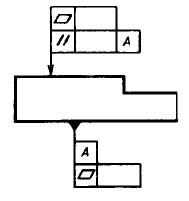
Для одного элемента может быть указано несколько допусков, этом случае рамки изображаются одна над другой.
Дополнительная информация может быть указана над рамкой или под ней.
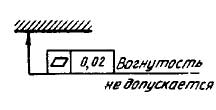
Информация о допусках формы и расположения может быть указана в технических требованиях.
Зависимые допуски
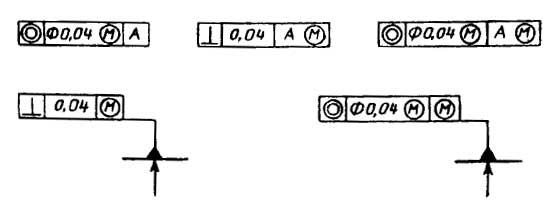
Зависимые допуски расположения обозначают следующим символом  .
.
Этот символ может быть размещен после числового значения допуска, если зависимый допуск связан с действительными размерами рассматриваемого элемента. Также символ может быть размещен после буквенного обозначение (если оно отсутствует то в третьем поле рамки) в том случае, если зависимый допуск связан с действительными размерами базового элемента.
Назначение допусков формы и расположения
Чем точнее изготовлена деталь, тем более точные инструменты потребуются для ее изготовления и контроля размеров. Это автоматически увеличит ее стоимость. Получается, что цена изготовления детали во многом зависит от требуемой точности при ее изготовлении. Это означает, что конструктор должен указать лишь те допуски, которые действительно необходимы для сборки и надежной работы механизма. Допустимые интервалы также должны быть назначены исходя из условий собираемости и работоспособности.
В ГОСТе 24643-81 указаны рекомендации по назначению допусков формы и расположения поверхностей
Числовые значения допусков формы
В зависимости от класса точности устанавливаются стандартные значения допусков формы.
Допуски плоскостности и прямолинейности

Номинальным размеров в данном случае считается номинальная длина нормированного участка.
Допуски круглости, цилиндричности, профиля продольного сечения
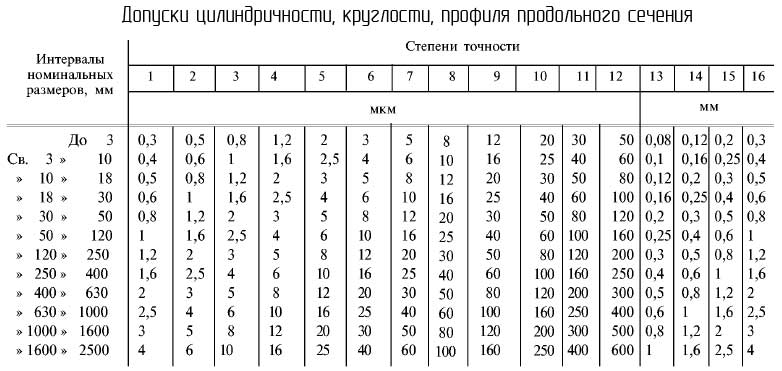
Данные допуски назначаются в тех случаях, когда они должны быть меньше, чем допуск размера.
Номинальным размером считается номинальный диаметр поверхности.
Допуски перпендикулярности, параллельности, наклона, торцевого биения
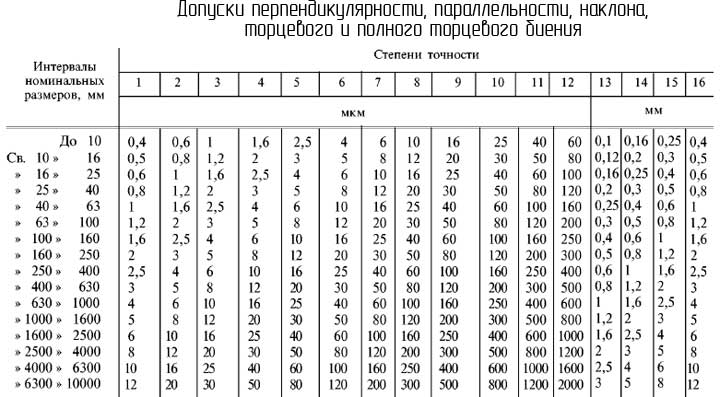
Номинальным размером при назначении допусков на параллельность, перпендикулярность, наклон понимается номинальная длина нормируемого участка или номинальная длина всей контролируемой поверхности.
Допуски радиального биения, симметричности, соосности пересечения осей в диаметральном выражении
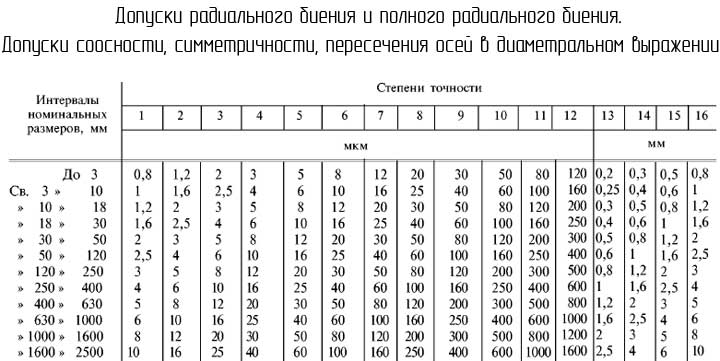
При назначении допусков радиального биения номинальным размером считается номинальный диаметр рассматриваемой поверхности.
В случае назначения допусков симметричности, пересечения осе соосности номинальным размером считается номинальный диаметр поверхности или номинальный размер между поверхностями, которые образуют рассматриваемый элемент.
условный допуск
Смотреть что такое «условный допуск» в других словарях:
ГОСТ 11576-83: Станки отделочно-расточные горизонтальные с подвижным столом. Нормы точности — Терминология ГОСТ 11576 83: Станки отделочно расточные горизонтальные с подвижным столом. Нормы точности оригинал документа: 1.13. Концентричность шпинделей Черт. 16 Таблица 10 Наибольшая длина перемещения стола, мм Допуск, мкм, для станков… … Словарь-справочник терминов нормативно-технической документации
Радиальное биение — 3.6.1. Радиальное биение Примечание Радиальное биение собранного подшипника является результатом нескольких отдельных, но сведенных воедино факторов. Источник: ГОСТ 520 2002: Подшипники качения. Общие технические условия оригинал документа … Словарь-справочник терминов нормативно-технической документации
Осевое биение — 3.6.2. Осевое биение Примечание Осевое биение собранного подшипника является результатом нескольких отдельных, но вместе взятых факторов. Источник: ГОСТ 520 2002: Подшипники качения. Общие технические условия оригинал документа Смотри также… … Словарь-справочник терминов нормативно-технической документации
Осевое биение шпинделя — 2.18. Осевое биение шпинделя (для станков с программным управлением) Черт. 16 Таблица 12 Условный диаметр сверления, мм Допуск, мкм, для станков классов точности Н П До 12 8 5 Св. 12до 20 10 6 » 20 » 40 12 8 … Словарь-справочник терминов нормативно-технической документации
точность — 3.1.1 точность (accuracy): Степень близости результата измерений к принятому опорному значению. Примечание Термин «точность», когда он относится к серии результатов измерений, включает сочетание случайных составляющих и общей систематической… … Словарь-справочник терминов нормативно-технической документации
Характеристики — К.4. Характеристики Применяют следующие дополнительные характеристики: К.4.3.1.2. Номинальное напряжение изоляции Минимальное значение номинального напряжения изоляции должно быть 250 В. К.4.3.2.1. Условный тепловой ток на открытом воздухе… … Словарь-справочник терминов нормативно-технической документации
ГОСТ 5761-2005: Клапаны на номинальное давление не более PN 250. Общие технические условия — Терминология ГОСТ 5761 2005: Клапаны на номинальное давление не более PN 250. Общие технические условия оригинал документа: 3.1.1 арматура муфтовая: По ГОСТ 24856. Определения термина из разных документов: арматура муфтовая 3.1.2 арматура под… … Словарь-справочник терминов нормативно-технической документации
ГОСТ 98-83: Станки радиально-сверлильные. Нормы точности и жесткости — Терминология ГОСТ 98 83: Станки радиально сверлильные. Нормы точности и жесткости оригинал документа: 1.3.11. Параллельность боковой стороны направляющего паза стола плиты траектории перемещения салазок (для станков исполнения 5 по ГОСТ 1222 80)… … Словарь-справочник терминов нормативно-технической документации
Радиальное биение конического отверстия шпинделя — 3.9 Радиальное биение конического отверстия шпинделя: а) у торца шпинделя; б) на расстоянии от торца шпинделя 100 см Рисунок 18 Таблица 5 Конец шпинделя по ГОСТ 30064 Допуск, мкм С конусом 7:24 с конусом Морзе 3.9а 3.9б 0; 1; 2 … Словарь-справочник терминов нормативно-технической документации
ГОСТ 370-93: Станки вертикально-сверлильные. Основные размеры. Нормы точности и жесткости — Терминология ГОСТ 370 93: Станки вертикально сверлильные. Основные размеры. Нормы точности и жесткости оригинал документа: 1.3.1. В вертикальной плоскости симметрии (черт. 25а) Определения термина из разных документов: В вертикальной плоскости… … Словарь-справочник терминов нормативно-технической документации
Круглость — 3.6.2. Круглость Таблица 10 Наибольший диаметр D устанавливаемой заготовки, мм Номер пункта Допуск, мкм, для станков классов точности П В А 200 3.6.1 4,0 3,0 2,0 3.6.2 1,6 1,0 0,6 Св. 200 до 400 3.6.1 5,0 … Словарь-справочник терминов нормативно-технической документации
Обозначение допусков и посадок на чертежах
Сборка любого агрегата, состоящего из отдельных заранее изготовленных деталей невозможна без заранее предусмотренной системы допусков и посадок. Это обосновано реальными возможностями обрабатывающих станков. С одной стороны, невозможно добиться идеальной точности обработки, с другой стороны, не предусмотрев зазоры необходимой величины, невозможно будет собрать готовое изделие. В каждом конкретном случае величина таких зазоров определяется спецификой работы изделия и допустимой точностью обработки.

Обязательным правилом оформления конструкторской документации является не только правильное обозначение контуров и деталей конструкции, изображение проекций, указание размеров, но и обозначение на чертежах допусков. Существующая система обозначений предназначена для приведения обозначений к стандартизации и пониманию, нанесённых графических изображений и надписей. Составление подробной карты процесса производства требует утверждённых правил обозначения допусков формы и расположения поверхностей. Благодаря этому выбирают параметры обработки для получения требуемого класса точности. Система обозначений отклонения формы и расположения поверхностей позволяет подробно обозначить все необходимые данные. Она способствует получению высокоточных деталей, правильности сборки, проведению быстрого и качественного ремонта.
Общие положения
В крупносерийном производстве каждая деталь изготовлена с заранее заданной степенью точности. Изготовить их с полностью одинаковыми характеристиками практически невозможно. Поэтому предусмотрена стройная система разрешённых изменений в реальных классах точности.
В технологии по металлообработке допуском называют установленную стандартом величину, на которую разрешено изменять точность обработки.
Каждый параметр обозначается на чертеже. Указанный размер допуска отражает численную характеристику разрешённого зазора, место размещения на изделии. По правилам размещение области, к которой относится допуск, ориентируется относительно так называемой нулевой линии. По этому показателю допуски бывают:
Посадкой называют параметр, который указывает допустимую точность при соединении отдельных деталей в цельный агрегат. Он задаётся установленными зазорами или натягами.

Их делят на три утверждённых типа:
Во всех случаях допуском посадки считается величина, которая рассчитывается как разность между большим и наименьшим значением допустимого зазора. Вся существующая система классифицируется по следующим признакам:
Под допусками для отверстий понимают совокупность разрешённых значений с одинаковыми квалитетами. Для них устанавливаются предельно допустимые размеры отверстий. Вариация величины посадок достигается благодаря изменению предельных размеров вала. В системе вала перечисленные параметры изменяются в обратном порядке. Предельный размер вала сохраняет постоянство для различных посадок, а происходит изменение предельных размеров отверстия.
В системе допусков и посадок номера квалитетов являются показателями точности обработки. С возрастанием порядкового номера допуск размера увеличивается. Все размеры разделены на определённое количество интервалов. Величина каждого интервала равна трём миллиметрам. Линейка этих интервалов начинается с размера от 1 до 3 мм, затем от 3 до 6 мм и так далее. Для каждого интервала уже установлен свой усреднённый геометрический размер и обозначение. Он определяется по границам интервала. Для них определены квалитеты от пятого до семнадцатого. Чем меньше номер квалитета, тем обработка считается более точной.
Все рассчитанные параметры сведены в таблицы. Основными документами, которые систематизируют эти показатели, и правила их обозначения являются:
ЕСДП применяется для регламентирования всех параметров. ОНВ позволяет точно определить зазоры в деталях сложной конфигурации. Например, шпоночных или шлицевых соединениях, резьбы, зубчатых передач и так далее.


Каждый размер должен указываться в каждой из документаций:
Правильно выбранные параметры отклонений составляют основу технологических процессов. Неотступное следование утверждённым стандартам позволяет разработать и изготовить надёжный и долговечный агрегат.
Допуски формы
Этот вид разрешённых отклонений вызван неточностями обработки, которые происходят из-за реальных возможностей обрабатывающего оборудования.

К первой категории относятся следующие отклонения:
Оценка величины параметров производится сравнением номинальной поверхности (обозначенной на чертеже) и реальной (полученной на станках заданного класса точности). Полученные отклонения и позволяют рассчитать величину требуемого допуска.
Изменение величины радиуса готового изделия по отношению к заданному на чертеже, называется нарушение круглости. Для предотвращения возможных негативных последствий при эксплуатации вводят допуск круглости. При рассмотрении детали в одной из плоскостей определяют необходимый допуск профиля продольного сечения.
Характер взаимного искривления расположения плоскостей подразделяется на следующие виды:
Допуск плоскостности определяет величину разрешённого отклонения от обозначенного уровня. Основной характеристикой служит так называемое поле допуска. Его обозначают в выбранной области, которая расположена между плоскостями, для которых необходимо соблюдать строгие параметры параллельности. Расстояние до поверхности определяется существующими стандартами. Контроль отклонения этих параметров от заданных на чертеже обозначается на профилограмме.
Допуски расположения
Эта категория характеристик объединяет разрешённые интервалы изменения следующих геометрических параметров:
Кроме перечисленных параметров к этой категории относится так называемый позиционный допуск. Он устанавливается для деталей, имеющих несколько отверстий, из которых в дальнейшем будет собран агрегат. Размеры позиционного допуска отражаются между центрирующими отверстиями. Его обозначают при помощи специального знака в виде окружности, которая пересекается небольшим отрезком. Он может располагаться горизонтально или вертикально.

В современных деталях существует большое количество вариантов отклонения от параллельности. Это могут быть отклонения параллельности между плоскостями, отдельными поверхностями или целой группой, меду отверстиями. Оценка допуска параллельности производится с использованием специальной базы. Знаками допусков расположения элементов, для которых необходимо проверять параллельность служит набор специальных графических изображений. Проверка параллельности позволяет определить величину угла отклонения одной плоскости от другой.
Суммарные допуски формы и расположения
Каждый из этих параметров объединяет в себе оба допустимых отклонения. Они возникают в результате одновременного проявления изменения геометрической формы и появления неровности (шероховатости) обработанной поверхности. Поэтому используя математическую терминологию, говорят, что предел, к которому должна стремиться разница между эталоном и реальным изделием считается суммарным допуском формы и расположения. Характер изменений определяется методом сравнения с выбранными базовыми объектами. В качестве таких объектов выбирают проверенные конструкции или поверхностями, которые могут считаться эталонами, например, различные калибры.
Такие допуски делятся на следующие категории:

Каждый из этих категорий имеет свое обозначение. Допуск полного биения обозначается двумя наклонными стрелками в форме объединённых снизу векторов, направленных от левого нижнего угла в правый верхний. Сравнение форм производиться в результате совмещения обеих поверхностей.
Полем этого параметра называется ограниченная область пространства, на которой должны находиться все точки принадлежащие поверхности.
Это поле имеет заданные геометрические размеры. Оно ориентировано относительно выбранной базы так, чтобы можно было проверить параллельность расположения. Примеры суммарного допуска обозначают, на сколько возможно изменение параметров, не приводящих к быстрому выходу из строя агрегата. Особенно это актуально для подвижных соединений
Нанесение обозначений допусков
Все обозначения допусков и посадок стандартизированы и приведены в государственных стандартах. Графические обозначения подчиняются общим правилам и располагаются на отдельных элементах чертежей. К таким элементам относятся четыре вида линий:
Условные обозначения допусков формы и расположения приведены в ГОСТ 2.308-2011. Стандарт систематизирует перечень обозначений применяемых для задания отклонений формы и расположения. В нём приведены разрешённые обозначения, разработанные для изделий самой сложной формы. Этими символами обозначают характер отклонений.
Обозначение размера производиться размещением соответствующего текста в отведённых местах. Вместе с текстом (обычно это заглавные буквы, аббревиатура с добавлением цифр) используют специальные знаки. Текстовое описание используют, когда необходимо более подробное пояснение требований, предъявляемых к качеству обработки данной поверхности. В это обозначение входит наименование, характеризующее предусмотренное отклонение. Значение параметров приводится в миллиметрах. Для оценки параллельности смежных поверхностей указывают так называемые базы. В качестве баз выбирают:
Все элементы имеют свои обозначения. Для выделения параметров их размещают в рамках. Каждая из них делиться на несколько прямоугольников. В первом располагают символ, обозначающий вид параметра. Во втором, числом обозначают его величину, в третьем тип базовой поверхности.



В отдельных случаях, когда стандартом не предусмотрен необходимый символ разрешается применять текстовое пояснение. Обозначенная информация должна полностью описывать характер и величину отклонения. В случае повторения одинаковых параметров стандарт допускает в обозначении указывать символ один раз в соответствующей рамке. От неё проводится соответствующая соединительная линия к каждому элементу детали, где необходимо применить этот допуск.
Что значит условный допуск
Допуск пересечения осей
Суммарные допуски формы и расположения
Допуск радиального биения
Допуск торцового биения
Допуск биения в заданном направлении
Допуск полного радиального биения

Допуск полного торцового биения
Допуск формы заданного профиля

Допуск формы заданной поверхности

Формы и размеры знаков приведены в приложении 1.
Примеры указания на чертежах допусков формы и расположения поверхностей приведены в приложении 2.
Примечание. Суммарные допуски формы и расположения поверхностей, для которых не установлены отдельные графические знаки, обозначают знаками составных допусков в следующей последовательности: знак допуска расположения, знак допуска формы.

 — знак суммарного допуска параллельности и плоскостности;
— знак суммарного допуска параллельности и плоскостности;
 — знак суммарного допуска перпендикулярности и плоскостности;
— знак суммарного допуска перпендикулярности и плоскостности;

 — знак суммарного допуска наклона и плоскостности.
— знак суммарного допуска наклона и плоскостности.
1.2. Допуск формы и расположения поверхностей допускается указывать текстом в технических требованиях, как правило, в том случае, если отсутствует знак вида допуска.
1.3. При указании допуска формы и расположения поверхностей в технических требованиях текст должен содержать:
указание поверхности или другого элемента, для которого задается допуск (для этого используют буквенное обозначение или конструктивное наименование, определяющее поверхность);
числовое значение допуска в миллиметрах;
указание баз, относительно которых задается допуск (для допусков расположения и суммарных допусков формы и расположения);
указание о зависимых допусках формы или расположения (в соответствующих случаях).
1.4. При необходимости нормирования допусков формы и расположения, не указанных на чертеже числовыми значениями и не ограничиваемых другими указанными в чертеже допусками формы и расположения, в технических требованиях чертежа должна быть приведена общая запись о неуказанных допусках формы и расположения со ссылкой на ГОСТ 25069-81* или другие документы, устанавливающие неуказанные допуски формы и расположения.
* С 1 января 2004 г. введен в действие ГОСТ 30893.2-2002 (здесь и далее).
(Введен дополнительно, Изм. N 1).
2. НАНЕСЕНИЕ ОБОЗНАЧЕНИЙ ДОПУСКОВ
2.1. При условном обозначении данные о допусках формы и расположения поверхностей указывают в прямоугольной рамке, разделенной на две и более части (черт.1, 2), в которых помещают:


2.2. Рамки следует выполнять сплошными тонкими линиями. Высота цифр, букв и знаков, вписываемых в рамки, должна быть равна размеру шрифта размерных чисел.
Графическое изображение рамки приведено в приложении 1.
2.3. Рамку располагают горизонтально. В необходимых случаях допускается вертикальное расположение рамки.
Не допускается пересекать рамку какими-либо линиями.
2.4. Рамку соединяют с элементом, к которому относится допуск, сплошной тонкой линией, заканчивающейся стрелкой (черт.3).

Соединительная линия может быть прямой или ломаной, но направление отрезка соединительной линии, заканчивающегося стрелкой, должно соответствовать направлению измерения отклонения. Соединительную линию отводят от рамки, как показано на черт.4.

В необходимых случаях допускается:
проводить соединительную линию от второй (последней) части рамки (черт.5а);
заканчивать соединительную линию стрелкой и со стороны материала детали (черт.5б).

2.5. Если допуск относится к поверхности или ее профилю, то рамку соединяют с контурной линией поверхности или ее продолжением, при этом соединительная линия не должна быть продолжением размерной линии (черт.6, 7).


2.6. Если допуск относится к оси или плоскости симметрии, то соединительная линия должна быть продолжением размерной линии (черт.8а, б). При недостатке места стрелку размерной линии допускается совмещать со стрелкой соединительной линии (черт.8в).

Если размер элемента уже указан один раз, то на других размерных линиях данного элемента, используемых для условного обозначения допуска формы и расположения, его не указывают. Размерную линию без размера следует рассматривать как составную часть условного обозначения допуска формы или расположения (черт.9).


2.7. Если допуск относится к боковым сторонам резьбы, то рамку соединяют с изображением в соответствии с черт.10а.
Если допуск относится к оси резьбы, то рамку соединяют с изображением в соответствии с черт.10б.



