Что такое, вальцевание (вальцовка), что значит завальцевать? Что такое развальцовка?
Вальцевание, вальцовка, развальцевать что это означает, технологический процесс, инструмент и.т.п.

Если речь о трубах (а есть и иной вариант применяемый к данным понятиям, к примеру пластичная деформация металлической заготовки для придания металлу определённой конфигурации, чаще речь идёт о листовом металле), то вальцовка это по сути увеличение диаметра (точней его изменение) трубы на её крайнем участке, то есть деформация.
Вальцовка и развальцовка в данном случае это одно и тоже понятие.

В итоге получаем соединение труб одна вставляется в другую, но обе трубы изначально были одного диаметра.
А вот завальцовка, это обратный вальцовке (развальцовке) процесс, то есть не увеличение диаметра трубы, а наоборот уменьшение.
Вообще технологический процесс под названием «вальцевание труб» это довольно широкое понятие.
Например изгиб участка трубы трубогибом (деформация трубы), тоже вальцовка, только диаметр участка трубы не меняется в бОльшую, или меньшую сторону, труба изгибается (гнётся, сгибается) по определённому радиусу.

Процесс вальцевания делится на два вида деформации материала.
1 вид вальцевания связан с изгибом тонкого металла в дугу, цилиндр или просто в определённый сектор окружности.
В ходе процесса листовой металл закладывается под специальные ролики, которые прокатывают и деформируют. Станок, который гнёт металл называется вальцовка.

2 вид вальцевания заключается в том, что специальным инструментом разгибается конец трубы (трубки) таким образом, чтобы после деформации получается герметическое соединение.
Такой вид развальцовки проводится несколькими способами.
Вот один из инструментов, клещи сдавливают и фиксируют трубу с одной стороны, а в торец при помощи винтового соединения вкручивается конус, который раздвигает концы трубки в стороны.


Процесс вальцовки труб для теплообменников заключается в следующем:
Итак вальцовка это либо гибка металла, либо деформация конца трубы/трубки для плучения герметичного соединения.
Что такое вальцовка металла
Вальцовка как технологическая операция получила широкое распространение в разных сферах промышленности благодаря точности и удобству. Череповецкий завод металлоконструкций использует этот процесс в своей деятельности, применяя современное оборудование. Что это такое, для чего нужна технология, где она применяется и чем характеризуется можно узнать из данной статьи.
Понятие вальцовки
Вальцовка (также называют вальцеванием) — технологическая операция, при которой происходит деформация металлических листов. Это формоизменяющая операция холодной штамповки, которая может применяться как в промышленных, так и в бытовых условиях. Такая обработка позволяет получить заготовки или готовые детали высокого качества без заусениц и трещин. В зависимости от настроек оборудования листы в результате операции получают конусообразную, цилиндрическую или другую фигурную форму. Вальцовку могут применять и к трубам: в случаях, когда необходимо изменить форму их поперечного сечения. В зависимости от потребностей производства вальцовка может заключаться в:

Вальцевать можно сталь, жесть, медь и разнообразные полимерные композитные материалы. В большинстве случаев обрабатывают холодный металл, однако, если объемы работы большие или толщина материала значительная, в процессе может потребоваться параллельный нагрев.
Для полноценной вальцовки на производстве используется специальное оборудование. Суть вальцевания состоит в том, что листы пропускаются через специальные ролики. Эти ролики, они же вальцы, равномерно вращаются, придавая заготовке из металла нужную форму.
Именно вальцовочные станки, их тип и мощность определяют основные параметры обработки материалов. В частности, с какой скоростью будет происходить вальцовка, какие детали будут производиться.
Сфера применения вальцовки
Вальцевание — широко распространенный производственный процесс, так как при своем удобстве не расходует много энергии. Такую деформацию применяют в разных целях и для разных материалов. В частности, методом холодной штамповки работают с:
В условиях большого производства процесс осуществляют при помощи специального вальцовочного станка, тогда как ремонтные мастерские для своих потребностей часто используют самодельные приспособления.

При помощи вальцевания с металлом можно проделать различные операции: уплотнить, сдавить или сплющить, придать деталям равномерную толщину. В результате изделия получает форму овала, цилиндра, конуса или другой фигуры. Свойства металлических деталей после такой холодной обработки только улучшаются, и это успешно используют при изготовлении:
Обзор типов вальцовки
Так как разные сферы применения вальцовки предполагают работу с различными видами материала и для различных целей, сам процесс также имеет множество типов.
В зависимости от направления подачи листа в процессе обработки, необходимого для получения детали нужной конфигурации, выделяют три типа вальцевания:

Для работы с различными по форме и структуре материалами используются разные типы оборудования. Они отличаются по типу конструкции, предназначению и техническим возможностям и включают три основных вида:
Инструменты и приспособления для вальцовки
Для ручного вальцевания не всегда используется специальное оборудование. Часто для ремонтных и бытовых потребностей достаточно клещей для завальцовки труб из меди. Развальцовку осуществляют при помощи инструмента с конусным элементом, который разжимает конец трубы до нужного диаметра. Несмотря на это специалисты называют вальцовкой только те процессы, для выполнения которых требуются конструкции с вальцами.
Количество и типы валков могут разниться в зависимости от типа оборудования. Для ручных установок используют чаще всего три вальца, так как увеличение количества приводит к ситуации, когда физической силы недостаточно для обработки металлов. В то же время оптимальное количество валков на электрическом станке — 3 или 4. Это определяет размер и мощность двигателя.
Для удобства выполнения некоторых операций валки могут иметь специфические технологические характеристики. В частности чтобы работать не только с листовым металлом, но и с проволокой и прутками на поверхности валков должны быть рабочие канавки.
Вальцовочный станок обычно состоит из:
Это главные узлы механизма, технологические параметры которых могут изменяться вместе с размером зазора между валками. Такое регулирование осуществляется вручную или автоматически. Для ручной регулировки достаточно гаечного ключа конкретного размера. Использование других приспособлений или инструментов для настройки оборудования процесс вальцовки не предполагает.
Особенности данной техники обработки металла
Процесс вальцовки включает в себя последовательное выполнение нескольких операций:
Главная особенность вальцовки в сопоставлении с другими формовочными процессами заключается в том, что металлическое изделие деформируется равномерно по всей поверхности. Поскольку воздействие на деталь не предполагает нагревания, то характеристики металла не изменяются после обработки. Сохранение структурной целостности критично важно при работе со сплавами из разнородных металлов.

Другие особенности процесса, которые необходимо учитывать при работе с различными материалами, включают:
Преимущества вальцевания делают его одной из востребованных операций с металлическими изделиями. На Череповецком заводе обработка металлических элементов при изготовлении металлоконструкций выполняется качественно и профессионально.
Основные способы завальцовки труб
Завальцовка — это процесс пластической деформации торцевой части трубы, который предпринимается с целью формирования неразъемной заглушки.

Завальцовка — это процесс пластической деформации торцевой части трубы (преимущественно небольшого диаметра), который предпринимается с целью формирования неразъемной заглушки. Операция часто необходима в быту при разнообразных ремонтных работах с трубками кондиционеров или бытовых холодильников. Используют завальцовку и в ремонтных мастерских.
Сущность операции
По сути завальцовка является завершающей частью обжима трубчатых заготовок, когда выполняется уменьшение диаметра детали. Однако, если при обжиме этим все и ограничивается, то результатом завальцовки является образование глухого торца, причем иногда и без изменения диаметра изделия.
С точки зрения пластического деформирования, завальцовка трубы — весьма непростая операция. Дело в том, что при этом на металл действуют усилия в двух противоположных направлениях — в продольном, когда выполняется первичный обжим поперечного сечения трубы, и в радиальном, когда сдвигаемая часть металла заготовки смещается не внутрь, а наружу, к противоположной стенке, и формирует глухой торец.
Такие, противоположные по знаку напряжения изгиба и среза, ограничиваются следующими факторами:
Исходя из этого, беспроблемная завальцовка возможна для достаточно тонкостенных труб из пластичных металлов — меди, низкоуглеродистой стали, алюминия. При этом для ликвидации нежелательного упрочнения металла при его деформировании завальцовываемый участок желательно подогреть. Пластичность металла в этот момент возрастает, а риск разрыва трубки в месте ее завальцовки снижается.
Еще одним технологическим приемом, позволяющим добиться качественного завальцовывания, считается изменение скорости деформирующего инструмента, при помощи которого выполняется данная операция.
В случае нагретой заготовке это должно происходить следующим образом. В начальный момент деформации, когда пластичность металла — наибольшая, скорость деформирования необходимо увеличить, обеспечивая изгиб сечения по естественному радиусу гиба. В конечный момент, при остывании заготовки, скорость снижают. При этом жертвуют нарастающим усилием операции, зато обеспечивают качественное соединение двух частей заготовки холодной пластической сваркой.
Разновидностью завальцовки является технологическая операция соединения двух трубок, когда внешнюю трубу равномерно обжимают по всему периметру зоны соединения. Подобную завальцовку труб выполняют обычно без гарантии последующей герметичности.
Ручная завальцовка труб

Как завальцевать трубку в домашних условиях, притом — быстро и качественно? Обжимная завальцовка механизированным способом возможна, если применить специальные клещи. Стоят они недешево, поэтому их можно изготовить и самостоятельно, используя в качестве заготовки изношенный трубный ключ по ГОСТ 18981 рычажного типа. Для этого губку подвижного рычага снимают, а вместо нее приваривают вставку под съемное полукольцо (для повышения универсальности можно изготовить несколько таких полуколец под наиболее употребительные диаметры трубок). Такое полукольцо должно быть установлено и на подвижном рычаге. При изготовлении таких клещей необходимо соблюсти максимальную соосность обоих полуколец, иначе качественной завальцовки не произойдет, более того, можно испортить обе соединяемых трубки.
В зависимости от предельного диаметра соединяемым таким образом труб, можно использовать:
Завальцовку труб большего диаметра выполнить таким способом не удастся. Разве что применить рычажный удлинитель, который увеличит момент, развиваемый клещами. Метод непригоден, если требуется завальцевать трубку с образованием дна на торце.
Механическая завальцовка труб
Завальцовка на токарном станке обеспечивает полную герметизацию дна трубки. Вследствие этого завальцованное изделие может применяться в трубопроводах, предназначенных для прокачки практически любых жидких и газообразных сред.
Что такое вальцовка металла

Вальцовка листового металла (реже упоминается термин «вальцевание») относится к числу формоизменяющих операций холодной штамповки, которая производится вращающимся непрофилированным инструментом. Для вальцевания сплошного объемного проката используется предварительный нагрев заготовок, в остальных случаях деформирующей обработке подвергается холодный металл.
Область применения листовой вальцовки
Вальцовка листовой стали — удобный и малоэнергоемкий способ получения пространственных изделий типа конусов или незамкнутых цилиндров из плоских исходных заготовок. По сравнению с иными технологиями производства изделий типа тел вращения (в частности, прессованием или вытяжкой) процессы вальцовки листового металла обеспечивают:
Внедрение процессов вальцовки металла с использованием в качестве исходных заготовок листа или полосы доступно не только небольшим производствам, но даже ремонтным мастерским, а также домашним мастерам. Как будет показано далее, кинематические схемы и конструкция вальцовочных станков для обработки листового материала весьма просты, а для их привода в некоторых случаях не требуется наличие внешних источников энергии.
Принципиальной особенностью вальцовки листового металла является то, что деформирование происходит не одновременно по всей контактной поверхности инструмента. Это хоть и вызывает некоторое снижение производительности оборудования, на самом деле способствует повышению стойкости рабочих прокатных валков. Дело в том, что во время вальцовки деформирующее усилие концентрируется не в точке или прямой (как, например, при вытяжке), а равномерно распространяется по всей поверхности соприкосновения валков с металлом. Поэтому удельные усилия процесса весьма невелики, а для изготовления инструмента не требуется применения дорогих инструментальных сталей.
В практике эксплуатации вальцовочных станков никогда не возникает проблем с износом инструмента, поскольку поверхность валков имеет гладкий характер. Соответственно переналадка может сводиться лишь к замене валков на оснастку с иным значением диаметра.
Важно, что в процессе выполнения вальцовки оператор может изменять скорость деформирования металла, что не всегда возможно при других формовочных операциях листовой штамповки. Такое изменение снижает потери от брака.
Таким образом, вальцовка — это экономически выгодная технология обработки давлением листовых заготовок из высокопластичных металлов и сплавов.
Основные характеристики процесса
Соответственно, в первом случае вальцовка металла применяется для получения длинных незамкнутых труб, а во втором — коротких. Результатом винтовой вальцовки является свертка труб, не требующих впоследствии сварной герметизации стыка.

Вальцовка стальных изделий исходной толщиной до 4…6 мм обычно производится без нагрева исходного металла. Однако при формообразовании деталей из толстолистового материала, а также сплавов с низкой пластичностью (в частности, на основе титана), применяется предварительный подогрев до температур 250…300 0 С. В таких случаях вальцовочная машина устанавливается рядом с нагревательной печью. Нагревательная атмосфера в таких печах — безокислительная, что снижает процессы образования поверхностной окалины. Впрочем, при малых радиусах вальцовки окалина частично осыпается уже в процессе деформирования на вальцовочном оборудовании.
Типовой процесс вальцовки листового металла включает в себя следующие переходы:
Силовые характеристики процесса листовой вальцовки определяются следующими особенностями:
Диапазон технологических возможностей листовой вальцовки следующий:
Возможности вальцовочных станков с ручным приводом скромнее, но также достаточны для единичного производства операций свертки листа по необходимым значениям радиусов готовых деталей.
Машины для листовой вальцовки
Конструктивно такие станки различаются также по количеству рабочих валков. Обычно они устанавливаются горизонтально, хотя в некоторых неприводных моделях для деформирования небольших по размеру заготовок возможны и вертикальные машины, не требующие много места для своей установки.
Существенным различием в рассматриваемом оборудовании является и взаимное расположение рабочих валков: оно может быть симметричным и асимметричным. Асимметричные вальцовочные машины считаются более универсальными, поскольку с их помощью можно получать не только свертку цилиндров, но и разнообразное оформление их кромок (в частности, изгиб краев у детали). Именно на листогибочных вальцах с симметрично размещенными валками деформируют толстолистовые заготовки. Тем не менее, схема с тремя симметрично расположенными валками более технологична при обслуживании, а потому на практике применяется чаще.
Такой вальцовочный станок с внешним приводом включает в себя следующие узлы:
Любая вальцовочная машина отечественного производства, предназначенная для работ с листовым металлом, маркируется начальной буквой И, и четырьмя цифрами. Две первые указывают на тип привода подвижного валка (механический или гидравлический), а две вторых — на основные технологические параметры оборудования: ширину и толщину листа.
Основные технические характеристики некоторых типоразмеров данного оборудования сведены в таблицу:
Технология завальцовки при производстве металлопрофиля

Завальцовка – вид обработки листового металла. При этом кромки листа, заготовки или изделия подгибают ручным инструментом или на станке. Такая операция позволяет увеличить сопротивляемость нагрузкам, уменьшить опасность порезов от острых краев.

Профиль полосы с завальцовкой кромок, выполненной на станке МОБИПРОФ
Технология завальцовки
Завальцовка кромок выполняется при помощи слесарных инструментов и приспособлений, а также на ручном оборудовании или станках с электроприводом.
Операция представляет собой ту же гибку листового металла. Самый простой способ – загиб кромок по специальной оправке.
Для этого необходима киянка с деревянной или полимерной головкой, специальная оправка.

Схема правильной и неправильной гибки кромок листового металла
Гибку кромок можно выполнять при помощи клещей специальной конструкции и киянки.
Кромка отгибается рабочей частью хапов и завальцовывается ударами киянки.


Инструменты для ручной гибки кромок
Ручной метод не позволяет обрабатывать кромки металлических листов, заготовок и изделий значительной длины. Кроме того, при завальцовке вручную сложно выдержать точные размеры, загнутые края часто получаются неровными. Такой способ достаточно трудоемкий и низкопроизводительный.
Для завальцовки в серийном и массовом производстве применяют специальные станки. Загиб кромки осуществляется методом проката между роликами из закаленной инструментальной стали.
Такое оборудование позволяет точно выдерживать ширину завальцованного края, обрабатывать металл неограниченной длины. Технология представляет собой следующую последовательность операций:
Ролики соответствующей формы подгибают полосу заданной ширины и завальцовывают ее. На выходе станка получается заготовка с ровными краями, готовая для последующей обработки.
Сфера применения
Завальцовка кромок листового металла – часть технологического цикла производства различной продукции из металлического профиля. Это позволяет повысить прочность изделий и исключить травмы при монтажных, ремонтных работах, а также в быту.

Применение металлопрофиля с завальцовкой кромок
Операция применяется при изготовлении:
Завальцовка выполняется в производстве всех изделий, где требуется дополнительное сопротивление нагрузкам и безопасность.
Станки для завальцовки
Компания МОБИПРОФ производит 2 модели станков для завальцовки кромок: ЗВ.Р. и ЗВ-05. Оборудование применяют для изготовления профилированных изделий из металлопроката различного назначения.
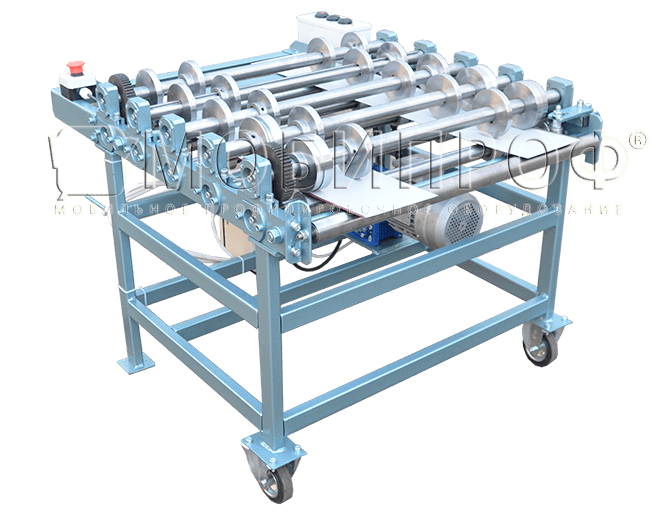
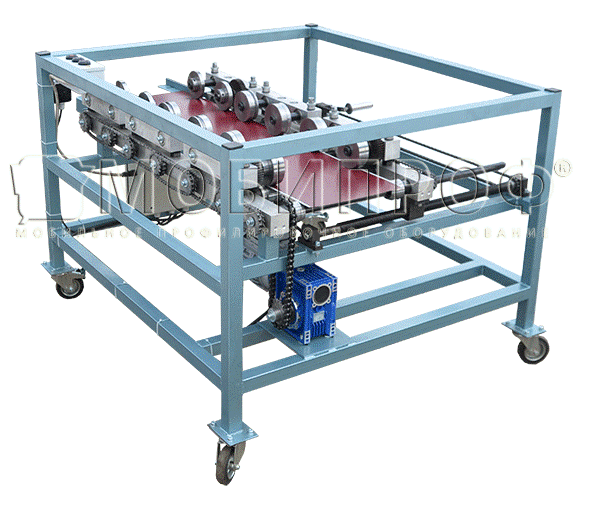
Станки для завальцовки кромок МОБИПРОФ Зв и Зв.Р
В качестве привода используется трехфазный электродвигатель мощностью всего 0,75 кВт. Опционально возможна установка частотного преобразователя. Обработка осуществляется в 2 прохода, прокатом в одну и другую сторону по очереди. На оборудовании можно завальцовывать края полос из цинк-титанового сплава, меди, алюминия, оцинкованной стали. Возможна работа с металлами с декоративным и защитным полимерным покрытием. Станки не повреждают верхний слой. Оборудование отличает:
Оборудование рассчитано на длительную эксплуатацию, станки разрабатывали инженеры с большим опытом работы на производстве. Конструкция учитывает все требования реальных российских условий. Производитель дает гарантию 12 месяцев.
Станки для завальцовки кромок серии Зв.Р работают со всеми видами металлов, применяющихся в производстве профилированных изделий: медью, цинк-титаном, оцинкованной сталью. Оборудование не повреждает защитного и декоративного покрытия, на станках возможно выполнять завальцовку кромок металлических полос с полимерным слоем всех типов.
Оборудование серии Зв.Р отличает:
Прокат заготовки осуществляется за один проход. Станки Зв.Р надежны, просты в эксплуатации, техническом обслуживании, ремонте. Гарантия на оборудование – 1 год.
Установка оборудования МОБИПРОФ позволяет значительно увеличить производительность, снизить процент брака и уменьшить себестоимость продукции. У нас есть станки и производственные линии для любых объемов производств. Наше оборудование – отличное решение для предприятий по производству изделий из металлопроката.



