Хромирование – декоративное покрытие металла хромом: технология, виды
Под термином «хромирование» может пониматься как диффузионное насыщение поверхности обрабатываемого изделия слоем хрома, так и нанесение хрома по гальванической технологии. Существует также более общий термин – «металлизация». Под ним подразумевается нанесение на обрабатываемую поверхность слоя металла, в роли которого может выступать в том числе и хром.

Истинные фанаты хромирования не прочь покрыть хромом все, что только можно
Среди гальванических методов нанесения металла покрытие хромом является наиболее популярным. Именно поэтому термин «металлизация» часто используется в качестве синонима слова «хромирование».
Для чего нужен хромовый слой
Нанесение слоя хрома может выполняться для улучшения декоративных характеристик изделия из металла (декоративное хромирование), а также для защиты металлической детали от коррозии и придания ее поверхности большей твердости. Таким образом, за счет хромирования можно не только улучшить механические и декоративные характеристики изделия, но и значительно продлить срок его эксплуатации.
Множество разнообразных хромированных изделий можно встретить как в быту, так и в разных отраслях промышленности. Использование изделий из металла, на поверхность которых нанесен слой хрома, актуально в тех случаях, когда они будут эксплуатироваться в условиях постоянного воздействия агрессивных сред и интенсивного трения.

Восстановление хромированного покрытия возвращает былой внешний вид и продлевает срок службы конструкции
В бытовых условиях наиболее активно используются следующие изделия с хромированным покрытием:

В промышленности технология хромирования применяется в следующих целях:
Промышленная гальваническая линия, предназначенная для нанесения твердого хрома на изделия из сталей и цветных металлов
Хромированные детали отличаются следующими характеристиками:
Перечисленные характеристики, которых можно добиваться с помощью хромирования стали и других металлов, делает такую технологию настолько популярной. Перечислять все сферы, где активно используется процесс хромирования, можно достаточно долго.
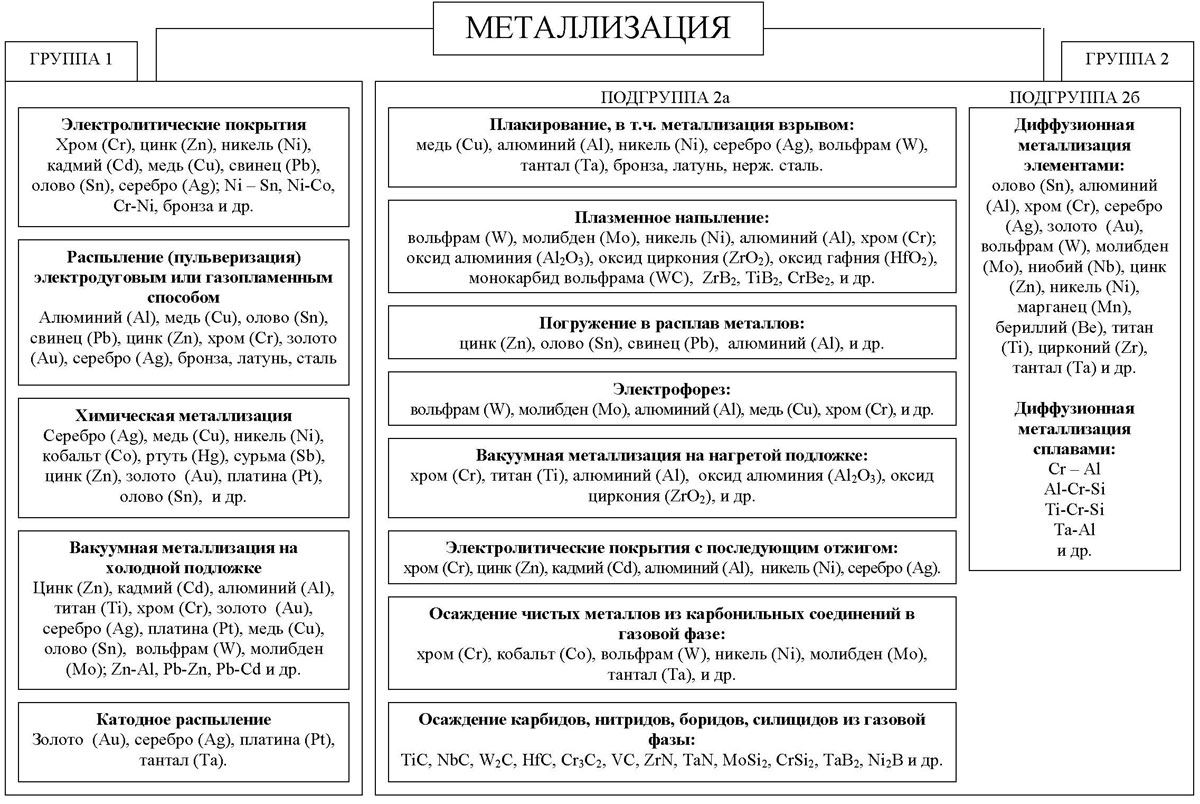
Разновидности металлизации по способу взаимодействия металлизируемой поверхности с наносимым металлом (нажмите для увеличения)
Основные методы
На сегодняшний день выделяют следующие виды хромирования, каждый из которых отличается своими преимуществами и недостатками:
Гальваническое хромирование
Покрытия, получаемые в результате гальванического хромирования, могут быть нескольких типов.
Нанесение покрытий данного типа осуществляется при использовании тока, отличающегося высокой плотностью (более 100 А/дм 2 ). Температура электролитического раствора не должна превышать значения 40°. Слой хрома, нанесенный по данной технологии, делает поверхность изделия более твердой, но в то же время и более хрупкой.
Покрытия данного типа наносятся с использованием тока, плотность которого находится в интервале 30–100 А/дм 2 и в растворе с температурой в пределах 45–60°. Поверхностный слой металла, на который хромовое покрытие нанесено по данной технологии, приобретает исключительно высокую твердость и износостойкость, а также зеркальный блеск.
Для получения хромированных покрытий данного типа используется ток минимальной плотности (до 25 А/дм 2 ). Данный метод хромирования деталей не позволяет получать на них покрытия высокой твердости. Слой хрома, наносимый на поверхность изделия в таких случаях, напоминает очень эластичную массу, в структуре которой практически отсутствуют поры.
Для выполнения такого хромирования необходим трех- или шестивалентный хром. При хромировании металла с применением трехвалентного хрома в качестве основного компонента электролитического раствора используется хромовый ангидрид. При применении шестивалентного хрома в роли такого элемента выступает хлорид или сульфат хрома.
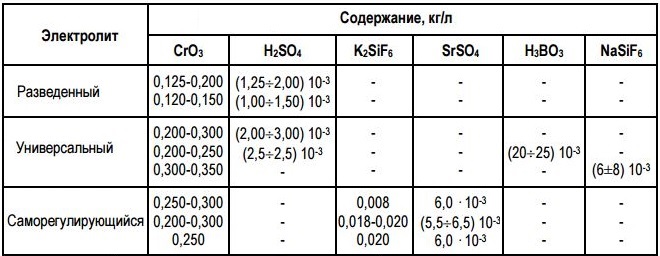
Составы электролитов для хромирования
Растворы, выполненные на основе шестивалентного хрома, содержат в своем составе следующие компоненты:
Большое значение для качества наносимого хромированного покрытия имеет пропорция серной кислоты и хромового ангидрида в используемом электролитическом растворе. Как правило, такое соотношение стараются выдерживать в пределах 1:100. Если оно будет меньше, то поверхность хромируемой детали не будет отличаться высоким качеством, на ней могут возникать отслоения, матовость и различные пятна. Например, если для хромирования используется электролитический раствор, в котором серная кислота и хромовый ангидрид содержатся в соотношении 1:50, то хромовое покрытие не получит достаточно высокой кроющей и рассеивающей способности.
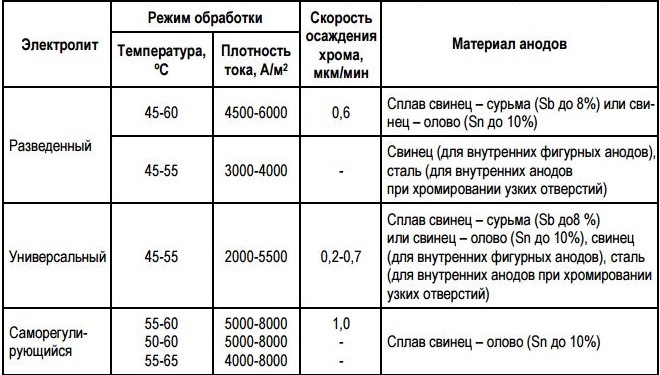
Режимы хромирования и материалы для анодов
Важными параметрами при нанесении хромированного покрытия также являются плотность электрического тока (не выше 310 кА/дм 2 ) и температура электролитического раствора (45–60°). Если увеличить плотность тока, то на угловых и торцевых элементах хромируемой детали могут формироваться дендриты, которые значительно ухудшают декоративные характеристики изделия.
Кроме свинцовых анодов, химический состав которых дополнен сурьмой (не более 6%), для выполнения хромирования сегодня используются аноды из титана, покрытого платиновым слоем. При проведении хромирования желательно не применять растворимые аноды: для изготовления таких элементов лучше использовать листы или стержни из металла, сечение которых составляет порядка 1,5 см.
Для погружения изделий в ванну используются специальные контактные приспособления
Аноды для хромирования, изготовленные из свинца, необходимо регулярно чистить при помощи металлической щетки, так как на их поверхности постоянно образуется хромовокислый налет. В том случае, если для нанесения хрома используются титановые аноды, покрытые слоем платины, такую чистку выполнять не потребуется. Если аноды, при помощи которых осуществляется хромирование изделий из стали и других металлов, не применяются в течение нескольких дней, их необходимо извлечь из электролитического раствора и держать все это время в воде.
Как подготовить изделие
Технология декоративного хромирования (как и нанесение слоя хрома в защитных целях) предусматривает тщательную подготовку изделия. Такая подготовка заключается в выполнении таких процедур, как:

Шлифовка изделия перед хромированием
В отдельных случаях технология декоративного хромирования предусматривает предварительное травление обрабатываемой поверхности и нанесение на нее слоя другого металла (меди или никеля), что способствует увеличению прочности хромового покрытия.
Как проводят процедуру хромирования
Сама технология декоративного хромирования заключается в следующем.

Рекомендуемые режимы сушки хромированных изделий
Технология декоративного хромирования предусматривает также выполнение термообработки детали (этот этап нужен для того, чтобы хромовое покрытие было более твердым и прочным). Изделие, на поверхность которого уже нанесен слой хрома, выдерживают в течение нескольких часов в нагревательной печи при температуре порядка 200°.
На видео ниже подробно показан процесс гальванического хромирования с комментариями в виде субтитров.
Химический способ
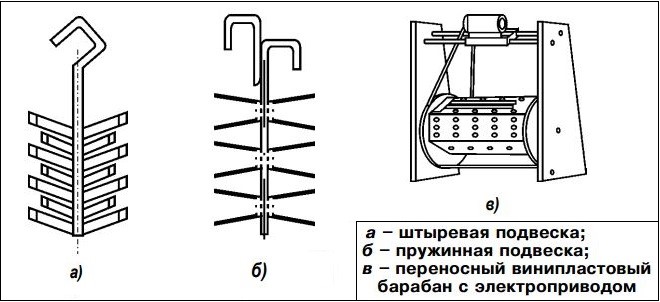
В настоящее время активно применяется технология декоративного хромирования, не предполагающая использования электролитического раствора. Таким способом, суть которого заключается в том, что хром из рабочего раствора осаждается на поверхности обрабатываемого изделия, выполняется хромирование алюминия и других металлов, а также деталей из полимерных материалов.
Рабочий раствор, используемый для выполнения такого хромирования, готовится на основе хромосодержащего реагента, дистиллированной воды и гипофосфита натрия. В процессе хромирования, которому подвергается алюминиевый или любой другой сплав, гипофосфит натрия восстанавливает хром из его солей, и металл оседает тонким слоем на поверхности обрабатываемого изделия. За счет того, что в используемых для выполнения такого хромирования химических реагентах содержится фосфор, готовый хромовый слой, частично насыщаемый данным элементом, отличается достаточно высокой прочностью.
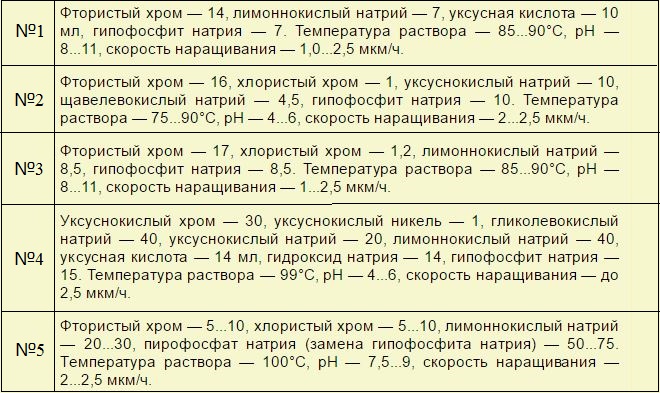
Составы растворов для химического хромирования
Химический способ нанесения хромового покрытия отличается не только простотой реализации, но и большей экологической безопасностью, если сравнивать его с другими технологиями хромирования. Такой способ, при помощи которого можно хромировать алюминий, сталь и даже полимерные материалы, используют даже в домашних условиях.
Выполняя хромирование деталей автомобиля или других изделий по химической технологии, следует иметь в виду, что готовое покрытие получается матовым и отличается непривлекательным сероватым оттенком. Чтобы придать такому покрытию характерный хромовый блеск, необходимо провести финишную полировку.
При помощи технологии хромирования изделиям из различных металлов и полимерных материалов можно придавать не только защитные свойства, но и исключительные декоративные характеристики. Например, возможно нанесение на различные детали черного хрома, покрытие из которого делает их внешний вид эффектным и презентабельным.
Хромирование деталей
Хромирование деталей – это процесс металлизации хромом с целью придания поверхности физико-механических и химических свойств и характеристик, которые отличаются от исходного материала детали. Хромирование используется с целью повышения коррозионностойкости, эрозионностойкости, механической стойкости, декоративной отделки и прочего.

Процесс хромирования деталей
Способы нанесения слоя хрома на поверхность металлизируемой детали отличаются методами схватывания (удержания) между собой. Классифицировать их можно следующим образом:
Технология хромирования подразумевает несколько этапов:
Подготовительный этап. На этой стадии выполняются те типы работ, которые позволят слою хрома надежно закрепиться и удерживаться на поверхности длительное время. Перед хромированием изделий они подвергаются шлифовке, а при необходимости полируются. После финишной операции изделия промываются, сушатся и протираются мягким материалом. Те поверхности (отверстия, внутренние полости), которые не подлежат металлизации, подвергаются изолированию. Детали устанавливаются (вывешиваются) на приспособлении, которое предназначено для введения деталей в зону обработки. Производится обязательный процесс обезжиривания. Выполняется декапирование, позволяющее повысить способность к адгезии.
Процесс нанесения хрома на поверхность. Технология хромирования деталей, в зависимости от метода нанесения, происходит тремя видами:
Например, во время электролитического метода изделия помещаются в ванну с раствором-электролитом. Рабочая температура электролита зависит от его состава. Заданная температура должна сохраняться на протяжении всего процесса, что гарантирует однородную структуру наносимого слоя и равномерную толщину.
Металлизируемые изделия выполняют роль анода. Продолжительность процесса хромирования напрямую зависит от требуемой толщины покрытия.

Декоративное хромирование детали
После нанесения хрома изделия подвергаются сушке. Если сушку проводить в сушильном шкафу, то ее продолжительность составит 5-10 минут при температуре 85°С-100°С. Если сушку проводить методом обдува сжатым воздухом, то ее продолжительность составит 0,5-3 минут при температуре 18°С-25°С.
Для повышения прочности и твердости покрытого слоя он подвергается термической обработке. Продолжительность выдерживания в печи составляет несколько часов при температуре порядка 200°С.
Толщина покрытия, нанесенного на сталь колеблется от 0,003 мм до 0,025 мм. Если использовать изменение полярности тока (реверс), то толщину хромирования доводят до 0,03 мм.
Виды хромирования
Согласно классификации процесс металлизации, происходящий за счет механического сцепления, относится к первой группе, а за счет атомарных механических связей – ко второй группе. Вторая группа делится на две подгруппы:
2а — приграничная диффузия;
2б – полная диффузия.
В группу 1 входят следующие методы хромирования:

Результат хромирования детали
К группе 2 относятся:
Твердое хромирование
Твердое хромирование нашло широкое применение при изготовлении деталей, подвергающихся высокому износу, активной коррозии в агрессивных средах, при восстановлении металлических деталей, для увеличения срока эксплуатации инструментов (режущего, измерительного), а также для декоративной отделки изделий изготовленных из неметаллических материалов.
Твердое хромирование проводят следующими методами:
Термохимическим методом хромирование производят в карбюризаторе, состоящем из измельченного хрома и каолина в пропорции 55-45%. Для предотвращения окисления хрома при высоких температурах через ящики с деталями и карбюризатором продувают водород. Продолжительность хромирования составляет три часа. За это время толщина слоя достигает при температуре 1300°С 0,15 мм, а при температуре 1400°С 0,8 мм.
Хромирование электролизом
Хромирование электролизом заключается в легком выведении водорода по сравнению с хромом из электролита. Электролитом выступает хромовая кислота. Ванны оборудуются свинцовыми нерастворимыми анодами.
Широкое использование получил сульфатный электролит на основе хромового ангидрида с серной кислотой CrO3:H2SO4.
Концентрация раствора подбирается исходя из характера покрытия и сложности формы детали.
При невысокой температуре металлизации (не выше 35°С) хромированная поверхность имеет серый матовый оттенок. Интенсивность и плотность тока не влияет на процесс. При повышении температуры до 65°С и плотности тока поверхность получается блестящей. Дальнейшее повышение температуры и плотности тока (до 30 А/дм2) хром имеет молочный оттенок.
Также качество покрытой поверхности зависит от концентрации электролита. Хромированное покрытие, полученное при использовании концентрации до 150 г/л отличается высокой твердостью и износостойкостью. Высококонцентрированные электролиты, до 450 г/л используются для декоративных покрытий.
Гальваническое хромирование
Гальваническое хромирование — наиболее распространенный современный способ хромирования. Осуществляется двумя способами: в среде электролита и диффузионным. Электролитический способ аналогичен хромированию электролизом, они отличаются лишь режимами проведения процесса.
Диффузионный способ — это процесс насыщения поверхности при определенных условиях из нанесенных реагентов. Отделанные детали обладают: прочностью и твердостью, вязкостью и упругостью, износо-, жаро-, коррозионностойкостью.
Оборудование для хромирования
Рынок предлагает разнообразное оборудование для нанесения хромового слоя как отечественного производства, так и зарубежного. Частное зарубежное предпринимательство подвигло разработчиков на создание компактных установок, которые легко разместить в гараже или маленькой мастерской.
Непрофессиональное оборудование только имитирует качественное хромирование, качество при этом не столь хорошее. Работы проводятся в следующей последовательности:
очищение от старого покрытия;
шлифовка;
обезжиривание;
нанесение грунтовки;
нанесение хрома распылением;
сушка;
защита лаком от повреждений.
Широко на производстве используется электролитическое (гальваническое) хромирование. Для этого используются специальные ванны, электроустановки, система вентиляции, моющие и сушильные установки. При горячем способе нанесения хрома используются печи и вакуумные установки.
Но независимо от типа используемого оборудования во время процесса хромирования происходят физические и химические реакции, которые сопровождаются выделением продуктов распада.
Сфера применения технологии
Декоративное хромирование деталей позволяет повысить визуальные характеристики изделий как из металлов, так и из различного вида пластмасс, стекла и прочих материалов. Для быта хром используется для покрытий:

Хромирование деталей автомобилей
Сантехническое оборудование обязательно хромируется для защиты от водного окисления (коррозии), будь то недорогой силумин или дорогая латунь с бронзой.
Промышленность использует хромирование для повышения стойкости деталей, работающих в условиях большого трения:
Также хромирование используется при изготовлении инструмента и оснастки:
Технология хромирования позволяет продлить жизнедеятельность элементов механизма или придать изделиям притягательный вид.
Что такое хромирование металла: процесс и технология покрытия изделий хромом

Есть множество способов защитить деталь от внешних воздействий, и сегодня мы хотим обратить внимание на один из них. Рассмотрим, что такое хромирование металла: как оно осуществляется, зачем вообще необходимо, какое оборудование для этого требуется и так далее. Постараемся подробно подойти к каждому ключевому вопросу, чтобы вы узнали все важные нюансы.
Сразу отметим, что претворить его в жизнь сегодня сравнительно просто, но только в том случае, если соблюдать два условия. Нужно использовать подходящие инструменты и строго придерживаться разработанной технологии. В таком случае и качество результата будет непросто удовлетворительным или приемлемым, а отличным – изделие приобретет именно те свойства, которых вы и рассчитывали добиться.
Хромирование: что это такое?
Представляет собой процесс нанесения защитного слоя на поверхность детали (определенной формы). Есть два классических метода его реализации:
Диффузионный – заключается в насыщении начальных слоев заготовки атомами Cr воздействием тока; тем эффективнее, чем больше частиц проникает в кристаллическую решетку основного материала.
Электролитический – сводится к катодному осаждению присадки под влиянием тока определенной силы.
Внимание, любой из этих способов допустимо претворять в жизнь только при условии того, что будет проведена предварительная очистка заготовки от грязи, пыли, налипших абразивных частиц. В противном случае точно не удастся добиться однородности созданного слоя.
В толщину покрытие металла хромом достигает 0,075-0,25 мм, то есть является сравнительно тонким и никак не утяжеляет предмет, что достаточно удобно. При этом оно прочное – с твердостью на уровне 66-70 HRC, правда, образуется с шероховатостями (которые тем заметнее, чем сложнее форма заготовки и чем больше дефектов у нее было изначально). А значит после осаждения не зря рекомендуется выполнять полировку, какие бы растворы ни применялись (а они могут быть с добавками сульфатов, ангидридов, хлоридов).
Прежде чем рассматривать, какого алгоритма действий придерживаться, давайте определимся, почему вообще стоит проводить данный вид работ.
Для чего нужно хромирование?
Правильная реализация одной из выбранных технологий позволяет:
Защитить металлические детали от разрушения под воздействием резких температурных перепадов, а также от тлетворного влияния ржавчины.
Восстановить исходную геометрию, что даст возможность существенно продлить ресурс изделия (если глубина износа не превышает 1 мм).
Улучшить отражающие характеристики, что актуально при производстве осветительных приборов, так как помогает повысить видимость знаков и/или элементов корпуса.
Повысить износостойкость за счет снижения силы трения при физическом контакте или термическом расширении; в итоге опасные или однозначно негативные внешние воздействия не так влияют на основной материал заготовки.
Технология хромирования деталей
Сегодня выделяют 3 ее варианта:
Гальванический метод (в среде из электролита) – под влиянием тока (при подаче нужного напряжения) атомы Cr равномерно оседают на проводящей поверхности; тем самым они образуют новый слой, причем стойкий как к механическим повреждениям, так и к различным агрессивным средам.
Химический способ – сводится к восстановительной реакции Cr, протекающей (благодаря реагентам) в солевом растворе. Фосфор поможет устранить серый оттенок, смесь на основе меди, воды и серной кислоты надежно закроет те места, которые не нужно обрабатывать. Просто нанесите ее на те участки, где не должно быть покрытия. Использование средств индивидуальной защиты при этом обязательно.
Декоративный – здесь особенность в том, что слой тончайший, для его нанесения применяется специальная кисть, и нужен он в первую очередь для красоты, хотя некоторую защиту от коррозии он тоже обеспечивает. Если в качестве присадки выбирается что-то драгоценное, метод также называют золочением или металлизацией серебром.
Это основные виды хромирования, наиболее удобные, востребованные, часто применяемые на практике. Которому их них отдать предпочтение? Это зависит от многих факторов, но чаще всего от того, какого результата необходимо достичь (что за толщины добиться), и насколько однородным должен быть новообразованный слой. Производительность труда тоже важна: чем объемнее и габаритнее заготовка, тем быстрее должен быть метод.
И самое главное: гальванический способ в России допустимо использовать только в промышленных условиях, и то заручившись рядом необходимых лицензий и разрешений, в противном случае последует наказание, вплоть до уголовного.
Оборудование для хромирования поверхностей
Если говорить о вариантах, которые реально реализовать дома (в гараже, личной мастерской), то вам понадобится:
Ванна – любой достаточно вместительный резервуар, но обязательно химически стойкий и теплоизолированный (снаружи).
Источник стабильной подпитки электродов – рассчитанный на подачу тока силой 50 А, оснащенный регулятором напряжения и обладающий мощностью не более 1 кВт.
Термодатчик, заранее откалиброванный и фиксирующий измерения в диапазоне 0…+100 0С.
Нагреватель, выполненный из материала, не боящегося кислых сред.
Пластинка из свинца, которая послужит анодом; внимание, закрепить ее потребуется на некотором расстоянии от стенок емкости, чтобы подводить к ней провод было максимально безопасно.
Можно упростить себе задачу и купить заранее подготовленный химический набор, содержащий все необходимые реагенты и даже инструкцию по их использованию.
Как покрыть металл хромом?
Для выполнения данной работы следует подобрать просторное и обязательно нежилое помещение. Также требуется заранее подготовить оборудование, средства индивидуальной защиты (респиратор, очки для глаз, плотную одежду), компоненты для приготовления смеси.
Раствор важно делать именно в пластиковой емкости, в противном случае стенки резервуара могут окислиться, что нарушит реакцию. Для катода подойдет олово или пластинка свинца. Ванну допустимо брать любой формы, хоть прямоугольную, хоть цилиндрическую – главное, чтобы она вмещала требуемый объем жидкости. Хотя излишки, в принципе, можно хранить в любой герметично закрывающейся канистре или бочке, только недолго.
Обратите внимание, хромирование деталей – это ответственный процесс, для успешного проведения которого (и получения результата должного качества) следует обеспечить:
Постоянное и стабильное напряжение.
Правильные пропорции электролита.
Подходящий температурный режим (неустанно контролируйте его).
Воздействие тока на изделие в течение заданного времени.
Предварительную подготовку детали.
Только при соблюдении всех вышеперечисленных условий вы можете надеяться, что получите по-настоящему ровный слой достаточной толщины, обладающий всеми необходимыми защитными свойствами. Но пусть работа не кажется слишком сложной – немного практики, и вы сможете выполнять ее непросто самостоятельно, а безошибочно.
Отдельно скажем о том, что такое хромирование стали – это процесс, который в общем случае проходит следующим образом:
Активируете поверхность заготовки – погружаете ее на 5-20 минут в раствор HCl (чем она больше и сложнее ее форма, тем дольше должно быть время).
Промываете предмет, чтобы удалить с него остатки соляной кислоты.
Высушиваете и погружаете в емкость с электролитом.
Подключаете источник тока – плюсом к аноду, минусом – к обрабатываемому объекту.
Оставляете изделие на 3 часа (в среднем), после чего достаете из ванны и шлифуете.
Именно таким образом обрабатываются различные функциональные узлы автомобилей, например, колесные диски.
Подготовка детали
Если по всем правилам проводить покрытие сталей хромом, технология предусматривает:
Предварительную очистку от загрязнений.
Аккуратное снятие уже образовавшейся ржавчины с помощью наждачки.
Удаление остатков масел и жирных пятен средствами бытовой химии.
В случае с любыми другими металлами предпринятые меры должны быть аналогичными.
Как смешать электролит
Необходимо сделать раствор, и в этом нет ничего сложного – просто возьмите ингредиенты в следующей пропорции:
150-250 г/л – ангидрида.
1,5-2,5 г/л – серной кислоты.
Только помните, что первый компонент очень токсичен (несет смертельную опасность), поэтому выполнять все операции необходимо в защитной одежде, очках, респираторе.
Чтобы впоследствии вам было, в чем осуществлять хроматирование стали (или другого металла), следует:
Заполнить до половины стеклянную емкость водой, предварительно доведенной до температуры в 60 0С.
Добавить ангидрид, объем которого должен соответствовать вышеприведенной пропорции, и аккуратно взбалтывать до тех пор, пока он не растворится полностью.
Долить H2O вплоть до наполнения резервуара.
Ввести сюда же серную кислоту, строго не превышая дозу, и осторожно перемешать.
Старайтесь приготовить ровно столько электролита, сколько требуется для проведения всех операций. Его остатки стоит как можно раньше утилизировать, ведь они содержат канцерогены, а значит, случайно попав в организм, способны спровоцировать кожные болезни или даже развитие опухоли. В течение какого-то короткого времени раствор разрешается хранить, но строго в герметичной таре, со стенками которой он точно не вступит в реакцию.
Этапы хромирования: процесс пошагово
Рассмотрим процедуру более подробно – итак, для нанесения покрытия нужно:
Подогреть токопроводящий раствор до температуры в +52 0С и дать ему немного настояться.
Подготовить ванну, то есть зафиксировать в ней анод, а потом закрепить изделие – так, чтобы оно было в равной степени удалено от всех стенок – и довести до тех же +52 0С.
Залить электролит в резервуар.
Подавать напряжение в течение 20-60 минут, в зависимости от формы и габаритных размеров заготовки, а также от объема емкости.
Вытянуть предмет, промыть его, хорошенько просушить – на чем-то чистом, и так, чтобы он точно не соприкасался с какими-либо посторонними объектами.
Чтобы обеспечить качественное нанесение хромового покрытия металла декоративным способом, необходимо соблюсти следующие условия:
Оснастить рабочее помещение хорошей системой вентиляции.
Подобрать подходящий инструмент – кисть с ворсом в 2,5 см, – сделать на нем обмотку из свинцовой проволоки и зафиксировать его в торце ванны.
Прикрепить анод напротив – с другой стороны резервуара.
Наполнить емкость электролитом.
Подключить источник питания (в роли которого отлично выступит понижающий трансформатор) – чтобы начать хромировать, его нужно подсоединить плюсом к установленному ранее диоду, минусом – к заготовке (которая в данном случае является катодом).
Нанести на изделие проводящий раствор, причем равномерно, обработав каждый нужный участок кистью по 15-20 раз.
Выключить подачу тока.
Достать предмет, аккуратно смахнуть с него остатки жидкости, просушить; случайно налипшие посторонние частицы допустимо удалить воздушным потоком от компрессора (главное, чтобы при этом не было контактов с какими-то посторонними объектами).
Причины возникновения дефектов
Практическое назначение хромирования – создать именно равномерное защитное покрытие, но достичь этого удается не всегда. Слой может получиться с шероховатостями, порами и другими недостатками. Почему? В силу одной, нескольких или всех из следующих причин:
Правильная пропорция компонентов при приготовлении раствора не была соблюдена.
Электрические параметры при подаче не соответствовали норме.
Температурный режим был нарушен.
Предварительная очистка заготовки выполнена некачественно.
Изделие было изготовлено без травления, из материала, склонного к самопассивации.
Естественно, вероятность появления брака существенно выше при проведении операций дома, а не на производстве. Но в чем же он проявляется? Итак, если технология хромирования металла будет реализована неправильно, вы можете увидеть:
Отсутствие блеска или присутствие буровато-коричневых пятен – возникает при превышении содержания ангидрида или при малом количестве серной кислоты в растворе.
Неравномерность цвета – наблюдается при превышении рекомендованной силы тока или при нарушении терморежима.
Образование наружных раковин – обычно они появляются из плохой предварительной очистки (полировки) заготовки.
Слой толще на одних участках и тоньше на других – значит напряжение было чересчур высоким.
Покрытие недостаточно прочное, проминается при физическом воздействии – в процессе хромирования деталь не прогрели до необходимой температуры.
Есть трещины – наверняка применялся электролит, в котором железа сверх нормы (она составляет 0,15 кг/л).
В некоторых точках осаждение вообще не произошло – это свидетельствует о том, что в проводящем растворе присутствуют нитраты.
Отслаивание – наблюдается, если напряжение при подаче колебалось, что привело к понижению рабочей температуры.
Естественно, дефектов может быть сразу несколько, но даже один из них убедительно говорит о наличии проблемы, и о том, что процедуру нужно повторить, и на сей раз правильно.
Опасность для здоровья
Да, хромированный металл – это материал, защищенный от коррозии, но наносить столь полезное покрытие необходимо с величайшей осторожностью. Потому что один из двух главных компонентов электролита, а именно ангидрид (CrO3) очень токсичен. Как в виде кристаллов, так и растворенный в воде и образующий кислоты, он является источником канцерогенов.
Соли и оксиды Cr малолетучи, но это не должно успокаивать, так как в результате нагрева (под воздействием электролита) они могут испаряться, примешиваться к водным парам и после оседать на коже.
Именно поэтому так важно работать в очках, респираторе, перчатках и спецодежде – чтобы вредные вещества попадали на ткань. Помните, если столь вредное вещество впитается сквозь поры, попадет в организм через слизистые оболочки или каким-то другим путем, это чревато развитием серьезнейших заболеваний, вплоть до опухолей. Поэтому соблюдать технику безопасности необходимо просто неукоснительно.
Мы поэтапно рассмотрели, как происходит хромирование деталей, как к нему подготовиться, о чем нужно помнить при проведении процесса. Теперь, когда вы понимаете все риски химического осаждения в домашних условиях, мы призываем подойти к процедуре с максимальной ответственностью и осторожностью.



