Блок цилиндров: расточка или хонингование?

Для чего нужна расточка мотора
Расточку мотора широко применяют при проведении капитальных работ по двигателю. Так, для установки ремонтного комплекта поршневой группы понадобиться расточить внутренние поверхности цилиндров. Что же касается тюнинга, то этот процесс выполняется — для все того же увеличения диаметра цилиндров, чтобы установить необходимые поршни.
Процесс расточки двигателей, а точнее блоков цилиндров выполняется на специальном оборудовании. Существует несколько видов проточки мотора, которые по принципу мало чем отличаются друг от друга, но имеют разные технологические процессы. Также, в операцию расточки входит хонинговка цилиндров. Эти два понятия не стоит разделять между собой.
Само технологическое назначение расточки достаточно простое. Вследствие эксплуатации мотор подвергается износу, а цилиндры блока подвержены постоянным тяжелым нагрузкам, особенно температурным. Так, в процессе эксплуатации появляется много изъянов, таких как царапины, раковины и прочие повреждения. Именно при процессе расточки можно убрать все эти недочеты и восстановить поверхность до рабочего состояния.
Что такое расточка блока цилиндров и для чего она нужна
Цилиндры растачивают в случае их износа, как вы уже знаете далеко не все цилиндры изнашиваются равномерно. Чтобы установить степень износа цилиндра специалисты используют специальную систему оценки, которая сводится к двум размерным параметрам цилиндра. 1
. Изменение первоначальных размеров на 0,05 мм в верхней мертвой точке, верхнего поршневого кольца, а не самого поршня.
2
. Изменение размера на 0,03 мм в точке контакта юбки поршня и стенки цилиндра. То есть, в случае изменения параметров до таких величин — делаем вывод о необходимости немедленного ремонта. Хуже этой ситуации может быть разве что возникновение дефекта в виде ступеньки в верхней части цилиндра, именно по вине этой ступеньки разбиваются поршневые кольца, и посадочные места под поршневые кольца. Все это сопровождается весьма ощутимыми ударами, а сам мотор начинает работать с сильной вибрацией. Возникшая эллипсность не позволяет поршневым кольцам как следует прилегать к стенкам цилиндра. Такое явление чревато другой неприятностью, из-за неплотного прилегания выхлопные газы «попрут» из цилиндра в картер, нарушится компрессия в двигателе и возникнет эффект, который называют в народе «двигатель жрет масло». В итоге кольца от постоянных ударов просто развалятся на мелкие части, которые окончательно поцарапают стенки цилиндра, в итоге уже никакая расточка и никакой капремонт не спасет этот двигатель. Расточка блока цилиндров позволяет восстановить геометрию цилиндров, а также нормальное положение сопряженных деталей по отношению друг к другу. Добиться лишь правильной геометрии цилиндра недостаточно, для того чтобы восстановить правильную соосность и оптимальное расположение всех деталей относительно поверхности, цилиндры как и раньше будут разбиваться в процессе работы двигателя. Избыточное трение и напряжение, возникающее при отсутствии соосности, будет разрушать другие зависимые узлы, которые относятся к поршневой группе. Возникнут дополнительные нагрузки на все движущиеся элементы, которые участвуют в процессе работы двигателя, возможны изгибы, трещины, деформация.
Еще одна причина расточки
– это банально увеличения объема. Опять же если позволяет блок (а точнее его стенки) происходит расточка, устанавливаются поршни больше диаметра, они имеют большую способность засасывать воздушно-топливную смесь. Если утрировать поршень диаметром в 79,8 мм, засосет гораздо меньше, чем с диаметром в 82 мм. Топливо сгорает больше, а соответственно давление воспламененной смеси на поршень выше, вот вам и увеличение мощности. ДЕЛАЮТ в основном тюнеры для прокачки своих «железных» коней.
При помощи чего проводится расточка
Расточка и хонинговка проводятся при помощи разных станков. Для каждого такого спецоборудования требуется свой специалист, который научен, проводить расточку моторов. Итак, рассмотрим несколько вариантов расточных механизмов для автомобильных блоков цилиндров.
Пожалуй, самые распространенными являются вертикально-расточные станки для расточки блока цилиндров. Популярными они сталь, за счет того, что простые в работе и обслуживании, а также стоимость относительно других довольно низкая. Для примера приведем станок 2Е78П и его конструкцию.
Следующим вариантом является — координатно-расточные станки. Эти стенды считаются точным оборудованием, что позволяет достаточно точно провести операции по растачиванию главного силового агрегата автомобиля.
Для наглядного примера возьмем стенд 2Л450АФ4.
Последняя группа станков для расточки блока цилиндров — горизонтально-расточные. Это самый дорогой вариант, который представляет собой возможность растачивать двигатель не только горизонтально, но и вертикально. Так, В этом случае можно даже проводить процесс шлифовки поверхности блока. Ярким представителем данной категории является — AMC-SCHOU L 2500.
| ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ | Станок L 2500 V | |
| Максимальная длина блока | мм | 2540 |
| Максимальное расстояние от встроенных параллелей до борштанги | мм | 850 |
| Шпиндельные скорости | об/мин | 750 |
| Быстрая подача в обе стороны | мм/мин | 1000 |
| Переменная подача в обе стороны | мм/мин | 1000 |
| Скоростная подача в обе стороны | мм/мин | 1000 |
| Максимальный ход борштанги | мм | 680 |
| Двигатели станка | ||
| Шпиндельный двигатель | кВт | 1.5 |
| Двигатель подачи шпинделя | кВт | 0.37 |
| Размеры | ||
| Высота | мм | 2200 |
| Полная длина | мм | 5100 |
| Полная ширина | мм | 800 |
| Требуемое рабочее место | мм | 7600×800 |
| Вес NETTO приблизительно. | кг | 2700 |
| Вес с упаковкой приблизительно (деревянная паллета) | кг | 3140 |
| Объем упаковки | куб.м | 12.82 |
Плюсы и минусы расточки
Среди плюсов можно выделить следующее:
К минусам можно отнести:
Технологический процесс расточки
Как расточить двигатель? Этот вопрос задавали себе многие автолюбители. Технологический процесс расточки достаточной простой, но требует внимательности и понимания. Расточка внутренний части мотора, а точнее цилиндров, задача точная, поэтому такую работу желательно доверить профессионалам, которые разбираются. Рассмотрим основные позиции проведения расточки ДВС на аналоговом и цифровом оборудовании.
Аналоговая расточка требует постоянного вмешательства специалиста, поскольку именно он определяет, какой будет размер цилиндров после окончания проведения работ. Рассмотрим, последовательность действий:
Стоит учитывать, что при неправильно проведенном процессе, описанном в пункте 1, цилиндр расточиться не правильно и двигатель можно будет, попросту, выкинуть. Поэтому растачивать блоки стоит доверять профессионалам.
Цифровая расточка — это расточка при помощи электроники, а именно ЧПУ. Так, специалисту необходимо ровно установить на станину, чтобы цилиндры стоили в один ряд, а первый был посредине станины. Далее задается необходимая программа, и стенд все делает самостоятельно, под четким руководством специалиста.
В современных развитых странах можно найти стенды с умной электроникой, которые имеют в своем арсенале сканер. Именно он позволяется точно и четко попасть в цилиндр, а также провести расточку с точностью до микрона. К сожалению, такие стенды на территории СНГ недоступны, так как стоимость данных агрегатов начинается от 100 000 евро, и автосервисы не могут себе позволить такой станок.
Технология процесса
О том, как осуществить этот процесс по расточке головки своими руками в домашних условиях, вы сможете узнать далее. Нужно предупредить, что процедура является довольно кропотливым и долгим занятием, это необходимо учесть. Чтобы сделать расточку головки своими руками, есть несколько способов, каждый из них мы рассмотрим подробно с фото и видео.
При помощи дрели
Используя деревянную оправку
Еще один способ, при помощи которого можно осуществить расточку головки в домашних условиях своими руками представлен ниже.
Показания и противопоказания к расточке
К показаниям к проведению расточки являются:
А вот к противопоказаниям можно отнести:
Алюминий и чугун
Прежде чем вам рассказывать про сам процесс, стоит упомянуть — есть различные материалы для изготовления блоков. Это чугун (он появился первым) и алюминий. Про них у меня будет отдельная статья, сегодня же я просто расскажу какие можно ТОЧИТЬ, А КАКИЕ НЕТ!
Чугун – практически идеальный вариант, дешевый, надежный, долговечный. Ходят долго, причем зачастую поддаются проточке. Снимаем нужный размер, ставим новые ремонтные поршни, и мотор опять в строю. Однако они имеют и существенные минусы – это вес (он в три раза тяжелее, чем алюминий), теплоотвод (нужно больше ходов и каналов, чтобы эффективно его охлаждать), и коррозия (от длительного простоя стенки могут ржаветь).
Вывод
Расточить двигатель, а точнее блок цилиндров, в большинстве случаев возможно, но автомобилисту рекомендуется обращаться к профессионалам, которые обладают достаточными знаниями и умениями, чтобы сделать все верно. Процесс расточки достаточно простой, но может выполняться как на аналоговом, так и цифровом оборудовании.
Поэтому, не стоит придумывать велосипед, и для проведения процесса рекомендуется обратиться к специалистам, а в противном случае, можно лишиться одного из главных узлов двигателя внутреннего сгорания.
Растачивание отверстий [ править | править код ]
Растачивание на токарных станках, как правило, производится в следующих случаях:
Устройство расточного резца [ править | править код ]
Расточный резец — это технологическое приспособление, состоящее из трёх основных частей:
расточка в словаре кроссвордиста
Алюминиевый блок и гильзы
Ребята это ОЧЕНЬ обширная тема, возможно, я напишу про нее чуть позже. А пока дам вам понять несколько основных постулатов.
Алюминиевые варианты, действительно зачастую не рекомендуется растачивать (хотя не все) и дело тут вот в чем. Для начала разберем технологию изготовления современных блоков:
Увеличение объема двигателя — расточка блока цилиндров


Увеличение объема двигателя внутреннего сгорания является самым простым способом поднять моментные (в большей степени) и мощностные характеристики мотора. Существует несколько возможных вариантов по увеличению объема двигателя ВАЗ-21083 ( и его производных – ВАЗ 2111, 2112, так как все они используют практически одинаковые блоки цилиндров, за исключением применения масляных форсунок в 16-ти клапанных моторах ВАЗ-2112).
Кроме ГБЦ, достаточно большое влияние на характер мотора оказывает содержимое и «геометрия» блока цилиндров. Мы не будем обсуждать разные типы поршней и их форму, весовые характеристики коленчатых валов, хотя бесспорно они вносят определенный вклад в характер будущего мотора. Существует такое понятие, как отношение длины шатуна к ходу поршня, эта характеристика и сам диаметр кривошипа коленчатого вала (ход поршня) существенно влияют на «дыхание» мотора: ведь по своей сути, ДВС – это насос, который прокачивает через себя определенный объем смеси воздуха с топливом за определенный промежуток времени.
Мы рассмотрим влияние соотношения длины шатуна и диаметра кривошипа коленчатого вала на «характер» мотора двигателей семейства ВАЗ-2108. В англоязычной литературе это соотношение именуется R/S – rod to stroke ratio, и ему уделяется достаточно серьезное внимание при доработке моторов. Многие источники считают, что «золотой серединой» является величина R/S, равная 1,75. Отчасти все они будут справедливы для моторов ВАЗ, так как в обоих случаях речь идет о двигателях относительно небольшого рабочего объема (моторы Honda серий В16А — В20В с объемом соответственно от 1,6 до 2,0 литров, что вполне соотносится с литражом моторов ВАЗ 21083 (2112), получаемым при форсировании путем увеличения рабочего объема). Вот для примера геометрия легендарного мотора В16А (объем 1587 см. куб., мощность 160 л.с.; это первый «гражданский» мотор, имеющий удельную мощность 100 л.с./литр):
Длина шатуна: 134 мм
Ход поршня: 77 мм
Соотношение R/S: 1,74:1 (что как видим практически близко к «золотой середине»)
Посмотрим какая обстановка с отечественными двигателями (берем только ВАЗ 8-го семейства, т.к. другие не столь актуальны).
21081 – объём 1099 куб. см
— ход 60,6 мм
— диаметр поршня 76 мм
— длина шатуна 121 мм
— R/S = 1,996
2108 — объём 1288 куб. см
— ход 71 мм
— диаметр поршня 76 мм
— длина шатуна 121 мм
— R/S = 1,7
21083 — объём 1499 куб. см.
— ход 71 мм
— диаметр поршня 82 мм
— длина шатуна 121 мм
— R/S = 1,7
21084 — объём 1580 куб см.
— ход 74,8 мм
— диаметр поршня 82 мм
— длина шатуна 121 мм
— R/S = 1,61
Эффект большого R/S:
ЗА: Позволяет поршню дольше находиться в ВМТ, что обеспечивает лучшее горение топливной смеси, т.е. более полное сгорание топливной смеси, более высокое давление на поршень после прохождения ВМТ, более высокая температура в камере сгорания. В результате хороший момент на средних и высоких оборотах. Длинный шатун уменьшает трение пары «поршень-цилиндр», а это особенно важно при рабочем ходе поршня.
ПРОТИВ: Мотор, собранный с достаточно большим значением R/S не обеспечивает хорошее наполнение цилиндров на низких и средних частотах вращения КВ, из-за снижения скорости воздушного потока (из-за уменьшения скорости движения поршня после ВМТ, в момент открытия впускного клапана). Большая вероятность появления детонации из-за высокой температуры в камере сгорания и длительного времени нахождения поршня в ВМТ.
Эффект малого R/S:
ЗА: Обеспечивает очень хорошую скорость наполнения цилиндров на низких и средних частотах вращения КВ, так как скорость движения поршня от ВМТ больше, разряжение нарастает быстрее, что улучшает наполнение цилиндров, более высокая скорость движения топливовоздушной смеси делает смесь более гомогенной (однородной) что способствует лучшему сгоранию. преимущества: более низкие требования к доработке и диаметрам каналов ГБЦ, чем на моторе с высоким соотношением R/S.
ПРОТИВ: Малая величина RS означает, больший угол наклона шатуна. Это значит, что большая сила будет толкать поршень в горизонтальной плоскости. Для мотора это означает следующее:
1) Большая нагрузка на шатун (особенно на центр шатуна), что делает разрушение шатуна более вероятным. Разрушение шатуна само по себе мало вероятно, кроме случаев обрыва, при заклинивании и гидроударе, как правило, шатун рвется у верхней или нижней головки под углом приблизительно 45 градусов к оси шатуна.
2) Увеличение нагрузки на стенки блока цилиндров, большая нагрузка на поршни и кольца, увеличение рабочей температуры вследствие повышенного трения, как результат, более быстрый износ стенок цилиндра, колец, и ухудшении условий смазки. Износ этого участка зависит от величины смещения оси пальца относительно оси поршня и от значения максимального угла наклона шатуна, т.е. при применении «кованных» поршней со смещенным пальцем, износ будет меньше чем при применении стандартных поршней.
3) Более короткий шатун также увеличивает скорость движения поршня, что влияет на износ и увеличение трения. Максимальная скорость поршня приходится на угол около 80 градусов поворота коленчатого вала от ВМТ, для мотора с коленвалом 74,8 мм при 5600 оборотов в минуту она равна 22,92 м/с при шатуне 121 мм., и 22,80 м/с., при шатуне 129 мм. Наиболее весомым является зависимость ускорения поршня от длины шатуна. Большие значения ускорения положительно влияют на наполнение цилиндров на малых оборотах, что ведет к «тяговитости» двигателя в следствии лучшего наполнения. Но на высоких оборотах из-за инерционности потока во впускной трубе происходит эффект запирания на впускном клапане (т.е объем цилиндра над поршнем растет быстрее, чем может заполняться через клапанную щель, что ведет к ухудшению наполнения и мощностных характеристик на высоких оборотах). В случае длинного шатуна на малых оборотах происходит обратный выброс смеси, но на высоких нет явления запирания.
По вполне понятным причинам, АВТОВАЗ комплектует свои моторы шатуном 121 мм (он обеспечивает 83-му мотору R/S = 1,7, что вполне удовлетворительно). Но для «тюнингаторов», использующих КВ с большим радиусом кривошипа, шатун 121 мм обеспечивает не очень хорошее отношение R/S, поэтому на рынке «нестандартных», а-ля «спортивных» запчастей существуют и продаются шатуны с большей длинной – 129, 132 мм, цена их правда не столь привлекательна. Еще не стоит забывать, что «экстра ходы» поршня компенсируются уменьшением компрессионной высоты поршня (смещением поршневого пальца вверх) или увеличением высоты блока цилиндров. Т.к. компрессионную высоту можно уменьшать до определенного предела, то следующим шагом будет замена блока цилиндров на более высокий, что повлечет за собой немалые расходы финансовых средств. Все эти действия направлены для того, чтобы увеличить значение R/S.
Как расточить цилиндры?
Конечно, каждый автомобилист хочет, чтоб его машина стала мощнее, и чтоб работа двигателя не нарушилась. Это можно сделать при помощи, расточки блоков цилиндра. Машина с хорошим мощным мотором, немедленно покажет это в пути следования. На данный момент расточка не имеет особых проблем, и произвести ее можно в любом населённом пункте. Но самостоятельно расточить двигатель в домашних условиях не просто. Для этого понадобится специальное оборудование и собственный ум или практика в этом деле.
Когда мотор в работе, его детали поддаются нагрузке. И из-за этого детали изнашиваются быстрее. Таким образом, в моторе постоянно меняются нагрузки, и тогда цилиндр преобразовывается в неравномерную форму. Вооружённым глазом такой дефект не заметишь, но применив соответствующее оборудование, определить очень просто. Конечно, при отклонении линии сам поршень имеет способность передвигаться не только вверх, но, также и в сторону. Вследствие этого, сам цилиндр в продолговатом размере становится как эллипс. Еще на преобразование цилиндра очень влияет сгорание топлива. Значит, в таких случаях замена поршневой на новую, не даст результата. Таким образом, была и придумана расточка поршневых цилиндров, для эффективной работы мотора. Задействуют такую расточку, когда внутренние поверхности имеют сильный износ. И для этого существует эффективная степень оценивания. При появлении какого-либо износа, который отталкивается от этой оценки, вам нужно заняться расточкой цилиндров.
Когда сам цилиндр имеет форму эллипса, тогда поршневые кольца проблемно прилегают. И такой момент приводит к большому расходу масла в моторе. Еще мотор потеряет компрессию, и это приведет к проблемной поломке, которую починить нельзя. Растачивать самому очень не просто. Для этого необходим хотя бы один станок, дабы процедура прошла успешно. Значит, следует такое действие проводить специалистам на СТО. Так, как качество расточки мотора, очень зависит от механика, а также его оборудования.
Зачем нужна расточка
Расточка цилиндров нужна для того, чтобы сделать мотор более мощным. Такой процесс позволяет мотору приобрести одинаковую площадь в блоке, а также симметрию всех дырочек в нём. Таким образом, возникает дополнительный фактор, который препятствует быстрому износу деталей в моторе. Столкновение поршневого кольца также становится ниже, что очень хорошо сказывается на самой работе мотора. Тогда расход масла будет стандартный, и не превысит установленную норму.
Погрешности расточки
· Стенки цилиндра делаются значительно тоньше из-за расточки. Таким образом, не новостью будет перегревание поршневых колец;
· Вследствие повышения рабочего объёма мотора, КПД автотранспорта очень падает;
· Также не исключаются проблемы, при технической проверке транспорта. Так, как двигатель уже имеет иное вмешательство.
Конечно, не всех, данные причины смущают перед расточкой мотора. Так, как каждый автомобилист хочет иметь мощное и динамическое авто. А вот выполнять расточку мотора или нет, думайте сами.
Расточка на СТО
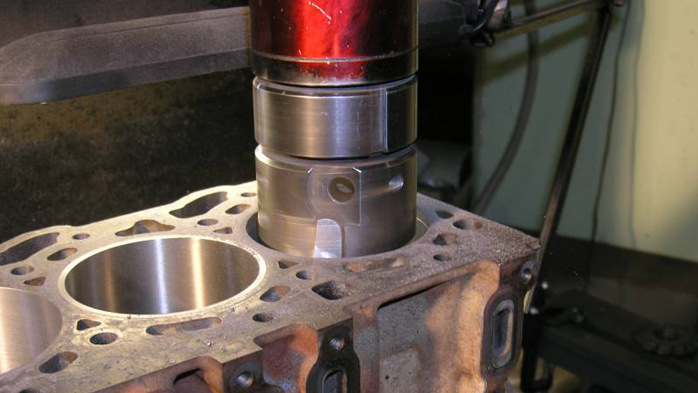
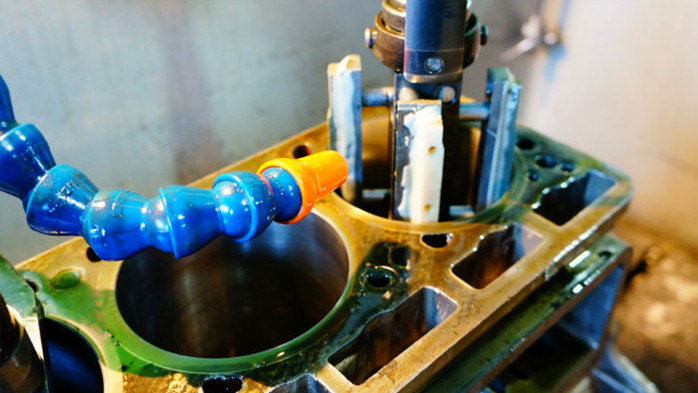
Таким образом, перед выполнением данной процедуру нужно произвести обследование и узнать, насколько серьезные произошли изменения, и повреждения деталей. Когда начинается процесс расточки, убирают эллипсовую и конусную форму цилиндров. Сам процесс должен проходить с соблюдением всех нужных условий, и с особой внимательностью механика. Такая расточка в основном происходит при выполнении капитального ремонта автомобиля. Значит необходимо при этом установить мотор по уровню без отклонений в ту, или иную сторону, так, как любое отклонение может привести к негативному результату и сам процесс. При такой процедуре применяется специальный резец. Для самой расточки применяют вертикальный станок. А саму технологическую процедуру контролирует специализированное оборудование. Сразу после расточки, производится хонингование, благодаря иному станку. В конечном итоге на поверхности цилиндра происходит вспомогательное сглаживание.
Как можно дома сделать расточку
Известно пару вариантов расточки двигателя в домашних условиях. Конечно, они сложные, и вам понадобится значительное количество времени и терпения. Механики рекомендуют производить это действие только с помощью специального аппарата. И стоит взять во внимание, тот факт, что расточка в домашних условиях не даст эффективных результатов. Также для самой расточки нужна простая мощная дрель. И при выполнении расточки следует придерживаться этой последовательности:
1. Найти обычный изношенный поршень, и сделать насадку на вашу дрель. Таким образом, предварительно необходимо произвести разрез и покрыть его наждачной бумагой.
2. Сам цилиндр закрепить на ровном месте, дабы он не передвигался.
3. Устанавливаем на дрель, ранее сделанную насадку, и при маленьких оборотах запускаем её.
4. При движении верх и вниз делаем расточку, но за процессом нужно следить, дабы наждак не слетел.
Следующий вариант с применением деревянной оправки:
1. Необходимо прибегнуть к помощи механиков, дабы тот сделал оправку по нужным размерам.
2. Делается пропил пилой или лобзиком, но не больше одного сантиметра, для прикрепления наждака.
3. Заранее нужно приобрести наждак разных фракций, от самого мелкого, до самого большого зерна.
4. Закрепляем наждак и занимаемся полировкой, при этом регулярно смачивая наждак смазкой.



