Slic3r. Advanced. Подробная инструкция
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Данная статья, главным образом, ориентирована на тех кто уже использует Slic3r при подготовке моделей к печати. Но и те кто использует другие слайсеры, я надеюсь, почерпнут полезную для себя информацию. Хоть и были уже опубликованы статьи на портале о настройках этой программы — я считаю, что данный раздел необходимо раскрыть более подробно.
Для начала давайте определимся с терминологией. В разделе Advanced большую часть занимают настройки Extrusion width. Переводится, как ширина экструдирования (экструзии). Есть альтернативный перевод — программный диаметр сопла. Я буду придерживаться дословного перевода, потому как рамках данной статьи будет использоваться термин диаметр сопла в качестве реального диаметра сопла.
Основное назначение данных настроек, заключается в вычислении длины подаваемого экструдером филамента на каждую команду печати. Конечно же от ширины экструдирования зависят и координаты сопла при печати, но данный вопрос в этой теме не рассматривается.
Вот как (приблизительно) производится этот расчет:
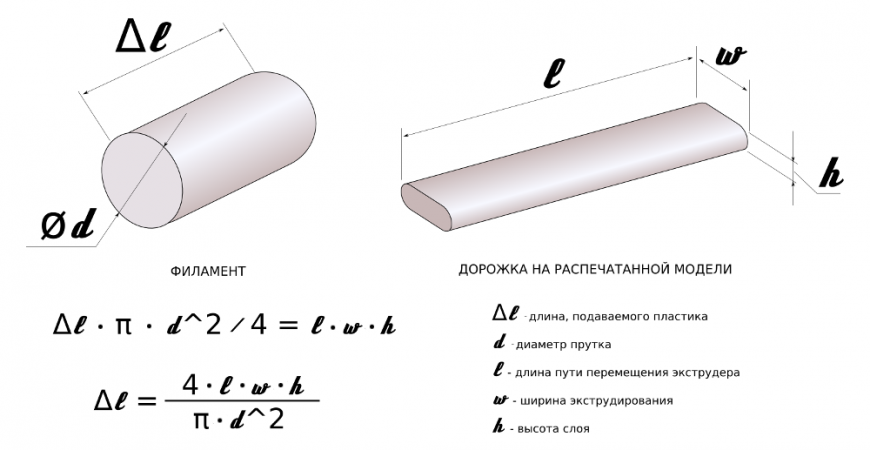
Объем подаваемого пластика равен объему напечатанной дорожки. В программном исполнении все может быть иначе (может в качестве модели дорожки используется более сложный геометрический объект, чем параллелепипед), но я думаю данная формула близка к той, что используется в слайсере. Фактически, диаметр сопла отсутствует в этой схеме. А зачем же тогда в настройках указывается диаметр сопла? Для этой настройки есть несколько вариантов использования. Например, в автоматическом режиме выбора ширины экструдирования используется этот параметр, как отправная точка (подробности ниже).
Теперь сами настройки ширины экструдирования. В настройках можно указать 3 типа значений:
0 — для Default extrusion width (EW) означает использование режима AUTO
0 — для остальных полей означает использовать настройки из Default EW (AUTO или указанное значение)
Число (например: 0.4, 0.8, 1.5) — устанавливает значение ширины экструдирования в миллиметрах (самый понятный и наиболее популярный вариант)
Тут же хочется сделать ремарку: Slic3r не позволяет установить высоту слоя больше указанного в настройках диаметра сопла.
Загадочный и таинственный режим «AUTO»
Если не настраивать раздел Advanced, то по-умолчанию он выглядит так:
Что это за параметры:
Default extrusion width — значение по-умолчанию для ширины экструдирования
First layer — ширина экструдирования линий первого слоя
Perimeters — ширина экструдирования всех периметров, кроме внешних
External perimeters — ширина экструдирования внешних периметров
Infill — ширина экструдирования внутренней заливки
Solid infill — ширина экструдирования внутренней сплошной заливки
Top solid infill — ширина экструдирования заливки на верхних видимых участках
Support material — собственно, для поддержек
Как видите большинство полей, включая Default EW, установлены в 0. Это значит, что обращаясь к параметру Default EW, все эти пункты переключаются в автоматический режим. Стоит в Default EW установить значение, отличное от нуля, как все параметры будут его копировать и режим AUTO отключится (поэтому совсем не обязательно во всех полях проставлять одно и то же значение — достаточно нужное поставить в Default, а остальные в ноль).
Какое же значение принимает ширина экструдирования в режиме AUTO для всех этих параметров? Думаете ширина экструдирования равна диаметру сопла? Почти так. Точнее все параметры в режиме AUTO зависят от диаметра сопла и высоты слоя.
Давайте посмотрим на результат слайсинга в режиме AUTO для сопла 0.4:
Многие, наверное, замечали, что внешний периметр (как правило) тоньше остальных. Какое же значение ширины экструдирования используется для него? Внешний периметр в режиме AUTO печатается шириной, близкой к диаметру сопла, а если быть более точным — у меня получилось значение около 106-108% от диаметра сопла и не зависит от высоты слоя.
С какой тогда шириной экструдирования печатаются остальные периметры? Эта величина варьируется в зависимости от высоты слоя. Если высота слоя равна диаметру сопла, то ширина экструдирования такая же как и на внешнем периметре. А вот при уменьшении высоты слоя для остальных периметров устанавливается ширина из расчета на то же количество пластика, что тратилось бы на слой равный диаметру сопла, за счет чего она увеличивается на более тонких слоях, но до определенного предела. Увеличение ширины экструдирования периметров в режиме AUTO не превышает удвоенной ширины внешних периметров. Вот более наглядный график зависимости ширины экструдирования внутренних периметров от высоты слоя полученный эмпирическим путем (оба эти параметра представлены в процентном соотношении, относительно диаметра сопла):
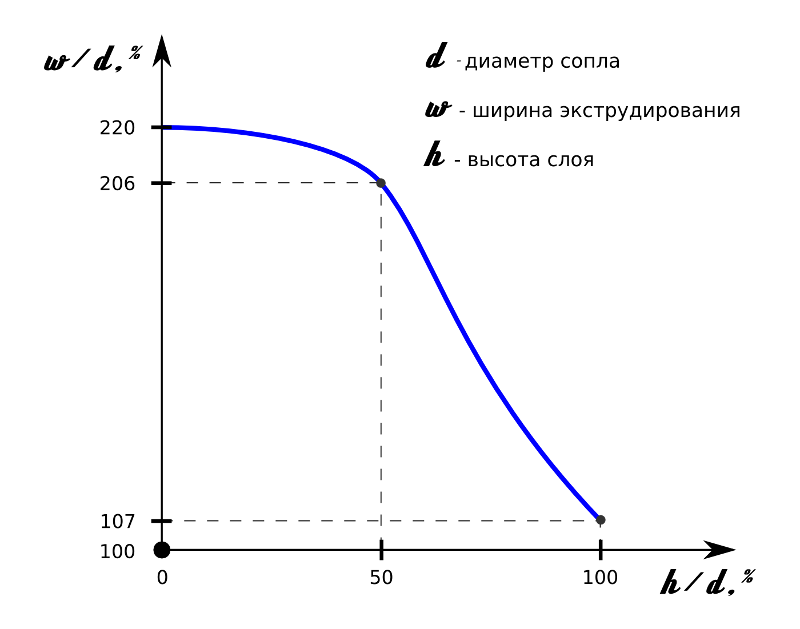
Если рассматривать приблизительные соотношения (или допустить значительную погрешность в моих измерениях), то внешний периметр в режиме AUTO печатается шириной, равной диаметру сопла, а остальные шириной от 1 до 2 диаметров сопла, в зависимости от высоты слоя.
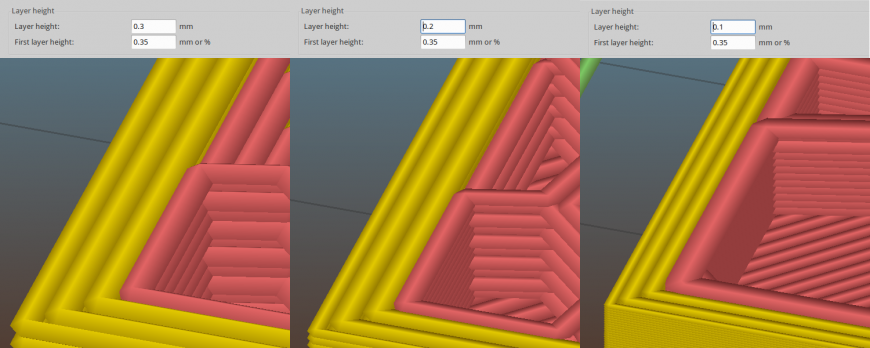
Заметили ли вы еще одну особенность? Когда я установил слой 0.1 для сопла 0.4 линии внутренней заливки стали шире. Как объяснить такое поведение слайсера? Пробуя различные настройки, удалось выяснить, что подобная картина возникает при соотношении высоты слоя к диаметру сопла меньше чем 1:2 и линии внутренней заливки начинают пропорционально увеличиваться. До этой отметки линии заливки печатаются той же шириной, что и линии периметров. По моим предположениям (мнение разработчиков может быть другим) пластика подается в этом случае столько же, сколько подавалось бы при соотношении 1:2, за счет чего и увеличивается ширина экструдирования. Вот такую границу определили разработчики программы для этого параметра. В заливке, как правило много пустот, в отличии от периметров. Поэтому при уменьшении слоя есть опасность, что пластик будет укладываться кусками в тех местах, где коснется предыдущего слоя, из-за того что выходящий из сопла расплав будет сильно вытягиваться и рваться.
Остальные параметры раздела
Infill/perimeters overlap — пересечение заливки с линиями периметра.
Bridge flow ratio — коэффициент количества подаваемого пластика при печати «мостов» (линий, висящих в воздухе). В некоторых слайсерах он может указываться в процентах. В Slic3r — это просто коэффициент, на который умножается количество подсчитанного пластика (исходя из вышеперечисленных настроек) для печати висящих в воздухе линий контура или заливки.
XY size compensation — параметр, отвечает за смещение границы контура печатаемой модели наружу или внутрь (только в горизонтальной плоскости). Указывается значение в миллиметрах. Работает точно так же как инструмент «Подобие» в CAD-программах.
Немного помогает сохранять диаметры отверстий при печати пластиками с большой усадкой, но искажает всю форму. А может и еще в чем-то помогает. Лично я этим параметром не пользуюсь.

Treads — количество ядер/потоков процессора компьютера. Самая необычная настройка в программе. Слайсер может использовать несколько потоков для своих вычислений. Скорее всего это нужно для ускорения процесса расчета. Но разбиение его на несколько потоков не исключает ошибки.
Resolution — разрешение печати. Устанавливается в миллиметрах. Позволяет упростить поверхность модели, сгладив мелкие детали. Соответственно мелкими деталями будут считаться полигоны, чей размер меньше указанного в этой настройке. Это бывает нужно для уменьшения количества строк кода в файле, потому как количество линий периметра при значении этого поля равным 0 в точности соответствует количеству полигонов, через которые проходит плоскость печатаемого слоя. Если полигонов будет меньше — количество строк кода тоже уменьшится. Вот результат сглаживания модели со значением разрешения 1 мм:

Настройка оправдывает себя при печати больших моделей, потому как для таких целей в том же Blender, 3DsMax, ZBrush или подобных программах есть инструменты для более точных манипуляций с полигонами поверхности, чтобы получить Low-poly модель, если есть в этом необходимость.
Simplify3D “Для Чайников”. Часть 2 “Создание рабочего процесса”
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Статья относится к принтерам:
Здравствуйте уважаемые читатели!
Я продолжаю публикацию серию статей по основам использования программы Simplify3D.
ВНИМАНИЕ! Эта статья не является официальной документацией к программе Simplify3D и основана на личном опыте, опыте других пользователей, а так же той скудной информации, которую можно найти на официальном сайте производителя ПО. Некоторые настройки Simplify3D не были описаны в данном руководстве, по причине отсутствия какой-либо документации от производителя. Рекомендации, которые даются в данном и последующих документах используйте на свой страх и риск. Информация актуальна для Simplify3D версии 3.1.0
C первой статьей из этой серии в которой описаны основные элементы графического интерфейса Simplify3D можно ознакомится по ссылке Simplify3D “Для Чайников”. Часть 1. “Интерфейс программы”
1. Загрузка модели в область предварительного просмотра.
Для того чтобы загрузить модель для печати, нажмите кнопку “Import” или перетащите файл в область списка моделей. Simplify3D поддерживает форматы файлов STL и OBJ.
2. Позиционирование модели на рабочем столе
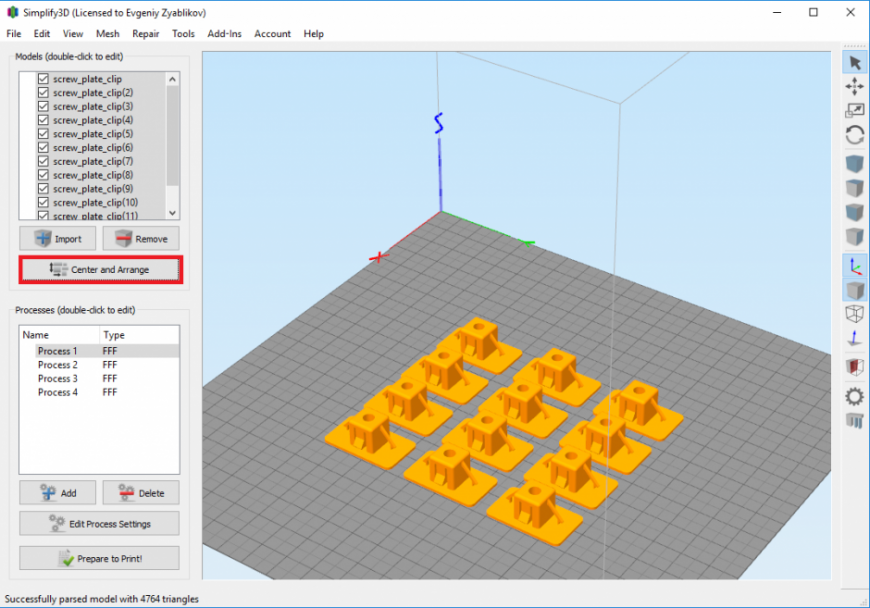
Расположите модели на рабочем столе с помощью окна предварительного просмотра и инструментов перемещения, масштабирования и вращения которые расположены на панели управления справа. Либо воспользуйтесь функцией автоматического расположения моделей на столе нажатием кнопки “Center and Arrange”, результатом действий которой будет компактное размещение всех видимых моделей вокруг центра области печати.
3. Добавление поддержек
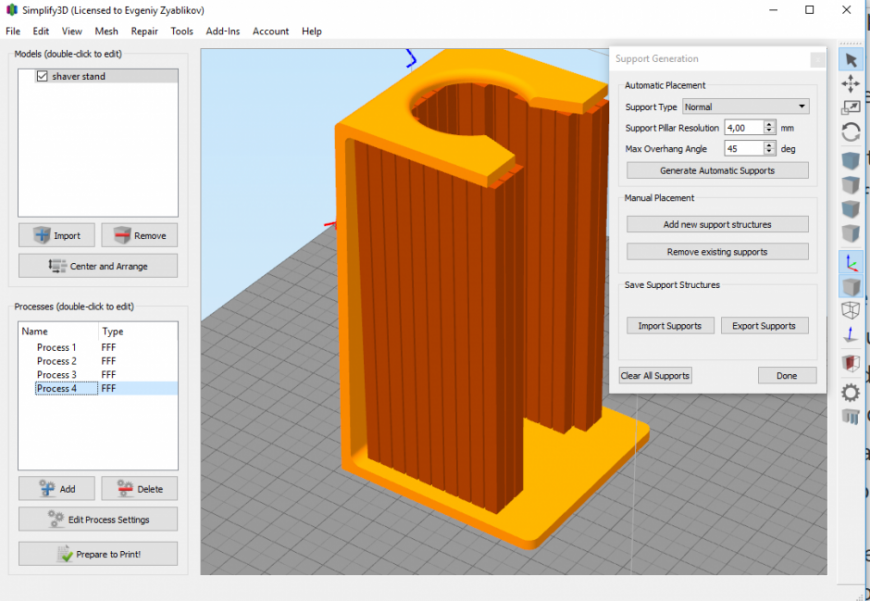
Раздел Automatic Placement (автоматическое размещение)
Simplify3d генерирует поддержку в виде прямолинейной сетки. Параметр “Support Pillar Resolution” определяет размер этой сетки. Используя маленький размер сетки можно добиться более точного размещения поддержек на моделях, которые имеют множество мелких свисающих деталей.
Кнопка ‘Generate Automatic Supports ‘- собственно производит генерирование автоматических поддержек на основании двух предыдущих параметров.
Раздел Manual Placement (ручное размещение поддержки)
Автоматическая генерация поддержки является удобной начальной точкой при создании поддерживающих элементов. Редактируя то, что создал автомат, можно значительно сократить затраченное время на ручное добавление поддержек.
Добавить столбик поддержки в ручном режиме можно нажав на кнопку “Add new support structure” и выбрав место для него в окне предварительного просмотра модели.
Для того чтобы удалить столбик поддержки нажмите кнопку “Remove existing support” и в окне предварительного просмотра модели кликните на столбик поддержки, который необходимо удалить.
Раздел “Save Support Structures”
Позволяет сохранить настройки созданных вручную поддержек в файл для дальнейшей загрузки.
Кнопка “Clear All Support” удаляет все существующие поддержки.
4. Создание процесса
Для создания нового процесса необходимо нажать на кнопку ‘Add’
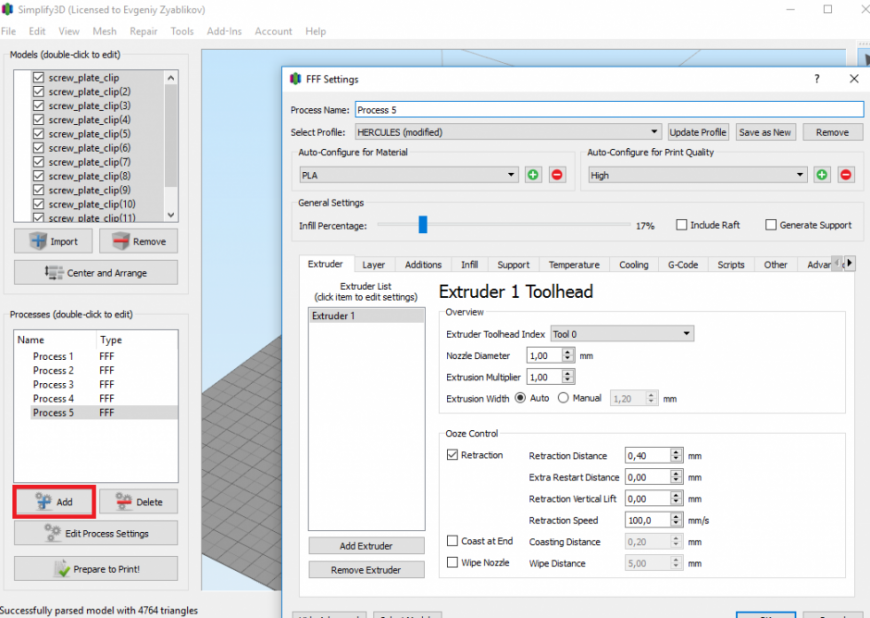
Окно настройки процесса
Общие настройки процесса содержат в себе не так много параметров для изменения. Для того чтобы получить доступ ко всем “тонким” настройкам процесса, вам необходимо нажать на кнопку “Show Advanced” находящуюся в левом нижнем углу окна настройки процесса.
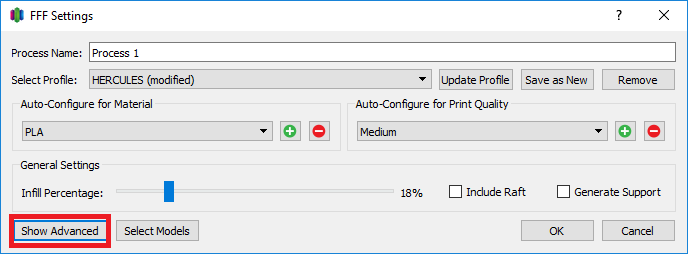
После чего вы увидите окно со всеми возможными настройками процесса.
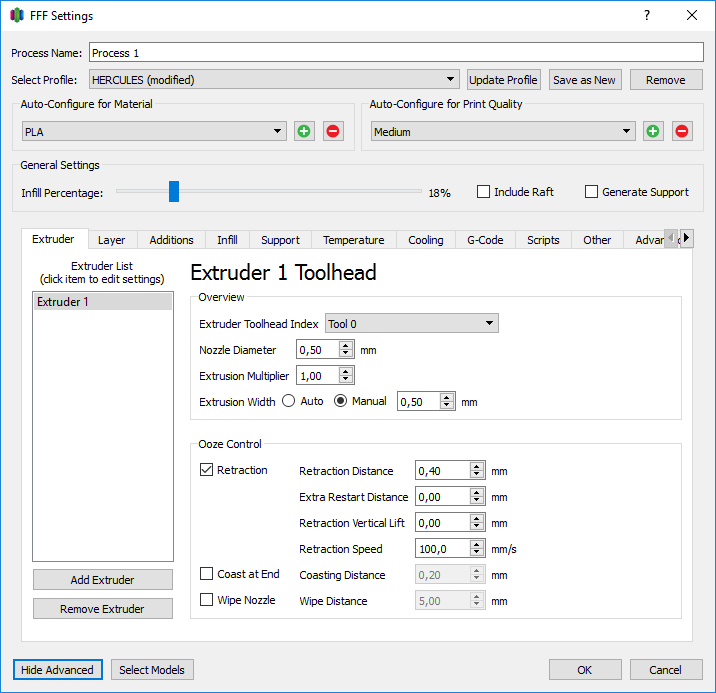
Раздел “Auto-Configure for Material”
Содержит предустановленные параметры для некоторых популярных типов пластика таких как ABS, PLA, Nylon. Сюда же можно добавить свои предустановленные параметры для других типов пластика, нажав на зеленую пиктограмму знака “плюс”

(Не забудьте предварительно сконфигурировать необходимые параметры во всех вкладках окна настройки процесса)
Раздел “Auto-Configure for Print Quality”
Содержит предустановленные параметры для настройки качества печати. По умолчанию имеет 3 варианта для выбора: Fast (обеспечивает быструю печать в ущерб качеству), Medium (компромисс между скоростью печати и качеством), High (Высокое качество печати при низкой скорости). Как и в случае с предыдущей опцией сюда можно добавить свои предустановленные параметры, нажав на зеленую пиктограмму знака “плюс”. (Для этого не забудьте предварительно сконфигурировать необходимые параметры во всех вкладках окна настройки процесса).
Раздел “General Settings”
Содержит ползунок для изменения значения заливки модели в процентах, флажок включения или выключения Рафта ‘Include Raft’, а также флажок включения или выключения печати автоматических поддержек ‘Generate Support’
Закладка Extruder (Настройки экструдера)
1. Auto, которое устанавливает значение равное диаметру сопла + 20%.
Закладка “Layer” (Настройка параметров слоя)
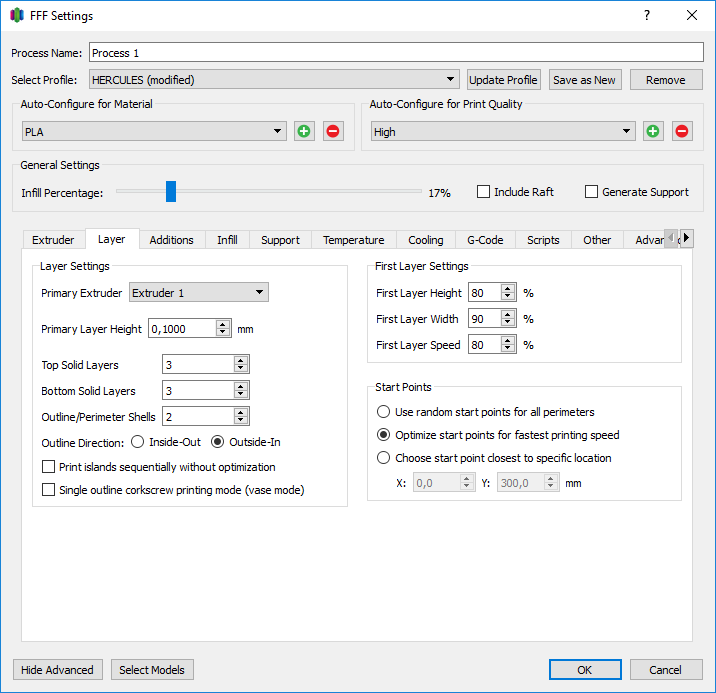
Вкладка “Layer” (Слой) содержит в себе все основные параметры печатаемого слоя. Самым важным из них является параметр “Primary Layer Height”, этот параметр определяет высоту каждого печатаемого слоя.
Outline direction: Направление печати периметра.
Раздел “First Layer Settings” (Параметры первого слоя)
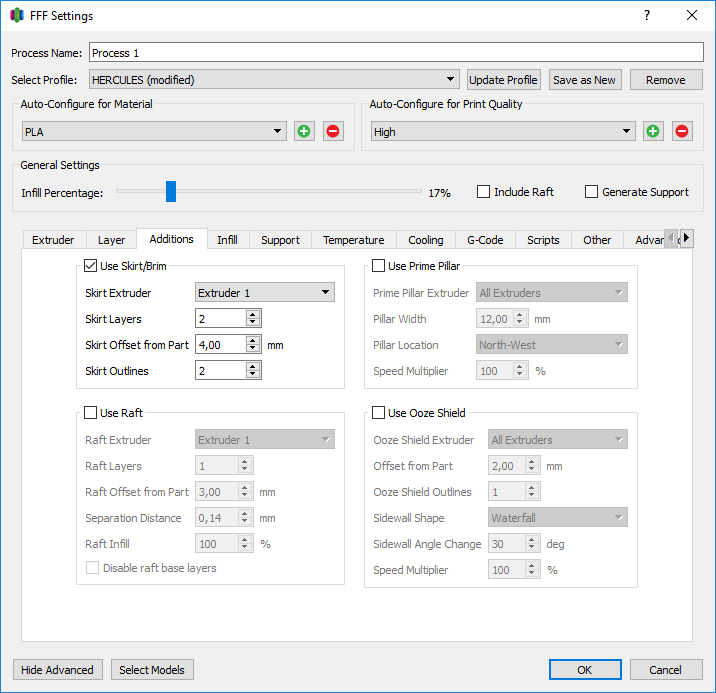
“Юбка” (Skirt) это контур, который печатается самым первым вокруг модели, это помогает очистить сопло экструдера от лишнего пластика и мусора, а также дает немного времени для внесения каких-либо коррективов в параметры печати, таких как скорость печати или скорость подачи филамента.
Рафт («плотик») – напечатанная прямолинейная сетка филамента, расположенная под моделью, предназначенная для повышения уровеня адгезии и используются в основном с пластиками, склонными к отлипанию. Кроме того рафты применяются в качестве прочного основания для первых слоев модели. Так же рафт будет полезен в том случае, если площадь касания модели к столу стола слишком мала (независимо от пластика).
В разделе ‘Use Raft’ (Настройки рафта) доступны следующие параметры печати рафта:
Ширина экструзии и шаг в CraftWare
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Не так давно приобрел китайский ‘3d-дрыгостол’ и распечатав несколько фигурок пластиком PLA, идущим в комплекте с принтером, начал экспериментировать с ABS.
Получил неплохую боковую поверхность, но обнаружил рытвины при переходе через слои:
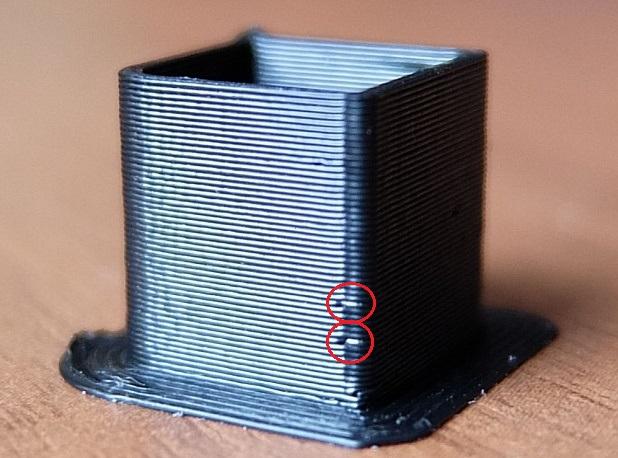
Но тут началась проблема с дикой переэкструзией при заполнении горизонтальных поверхностей.
Откалибровал подачу пластика и протестировал по этой методике: CaliGator.
Заодно посмотрел gcode который выдает CaliGator. Там всё просто: шаг нанесения линий соответствует заданным, но меняется кол-во продавливаемого пластика.
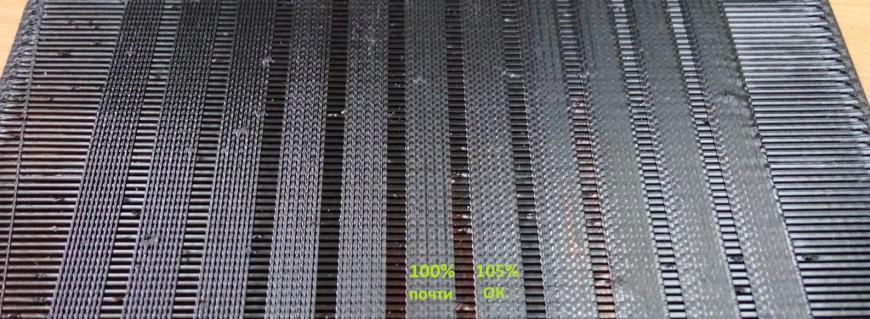
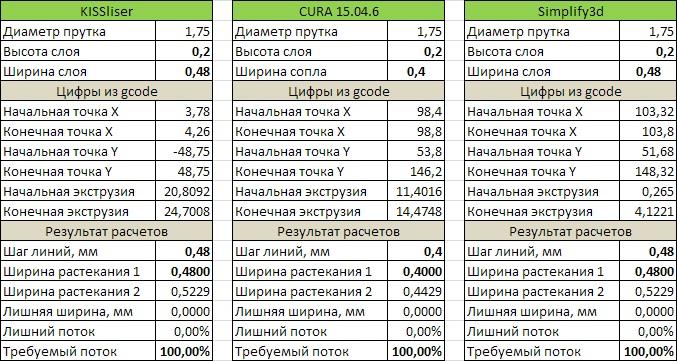
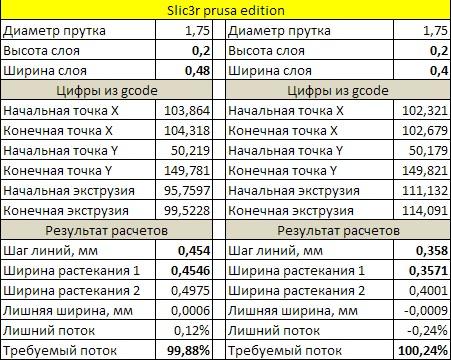
И тут я решил проверить, а как же рассчитывается кол-во выдавливаемого пластика и шаг заполнения в слайсерах.

Т.е. в CraftWare ширина растекания соответствует заданной ширине экструзии, но шаг перемещения головки значительно меньше! И для нормального заполнения, без переэкструзии, нужно указывать поток не 100%, а 81% для ширины экструзии 0,48мм!
Всем качественных принтов!
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Друзья, продолжаем знакомить вас с ПО Repetier-Host.
Мы обзорно расскажем о параметрах. Почему? Как уже писали в первой статье, данный слайсер уже рассчитан на продвинутых пользователей и многие понятия ими уже изучены. Мы не будем объяснять, что такое ‘мосты’,’ретракт’ и прочие сленговые понятия.
Цель данной статьи обзорно показать ‘с какой стороны подходить’. Огромное количество настроек, многих пользователей просто пугает и мы хотим показать, что всё не так страшно.
Не будем долго рассуждать и сразу возьмем быка за рога.
Еще одно замечание!
В Slic3r много тонких настроек, которые большинству пользователей не пригодятся в большинстве случаев (они и пугают). У этих параметров по умолчанию уже включен или выключен нужный режим. Поэтому, если вы не понимаете зачем нужен какой-либо параметр не трогайте его без нужды. По своему опыту можем сказать, что очень много обращений в тех.поддержку связано именно с тем, что пользователи поменяли какие-либо параметры по незнанию и получили при печати эффект, который совсем не ожидали.
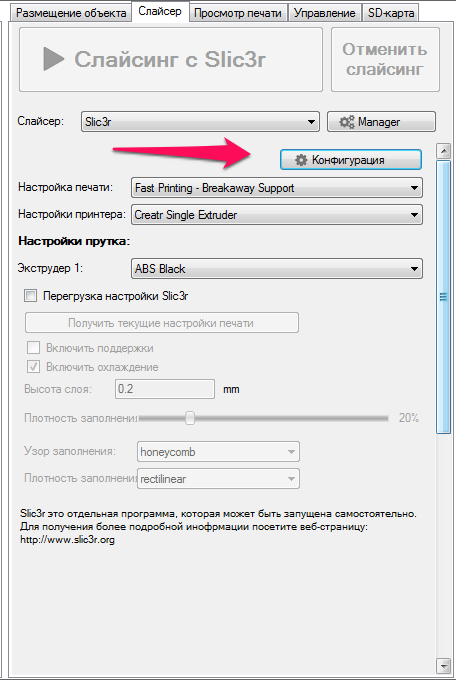
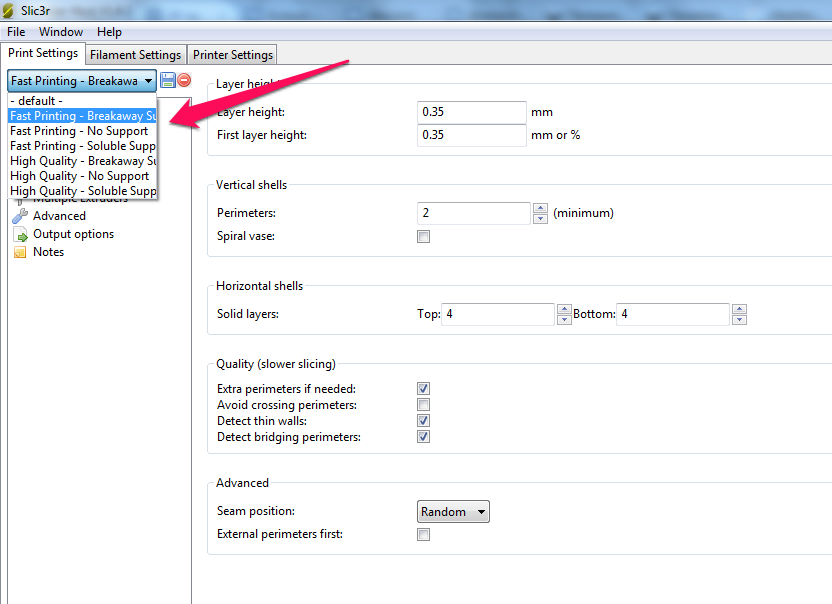
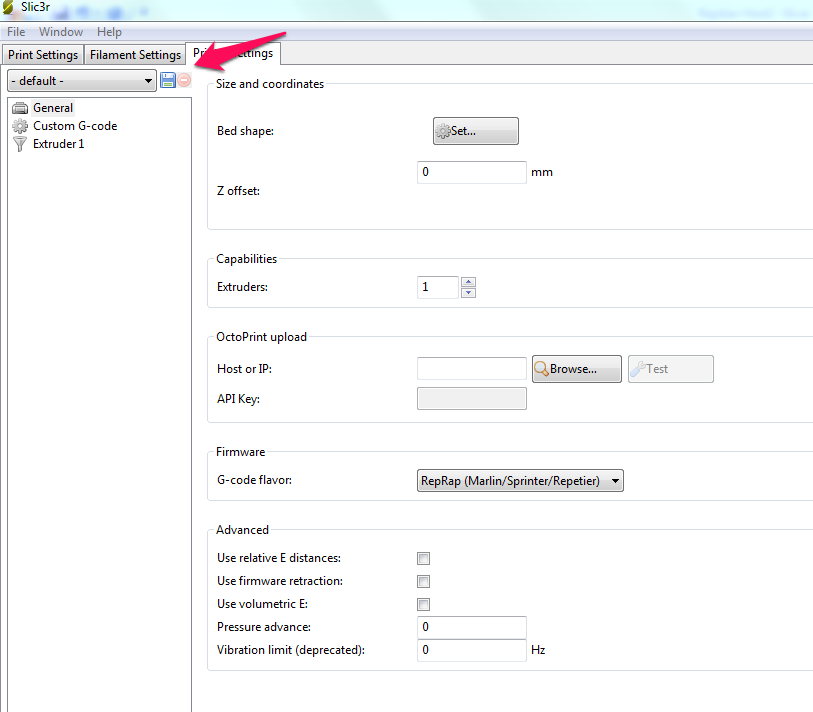
Чтобы попасть в настройки нажимаем кнопку Конфигурация, она указана стрелкой.
Попадаем в окно настроек.
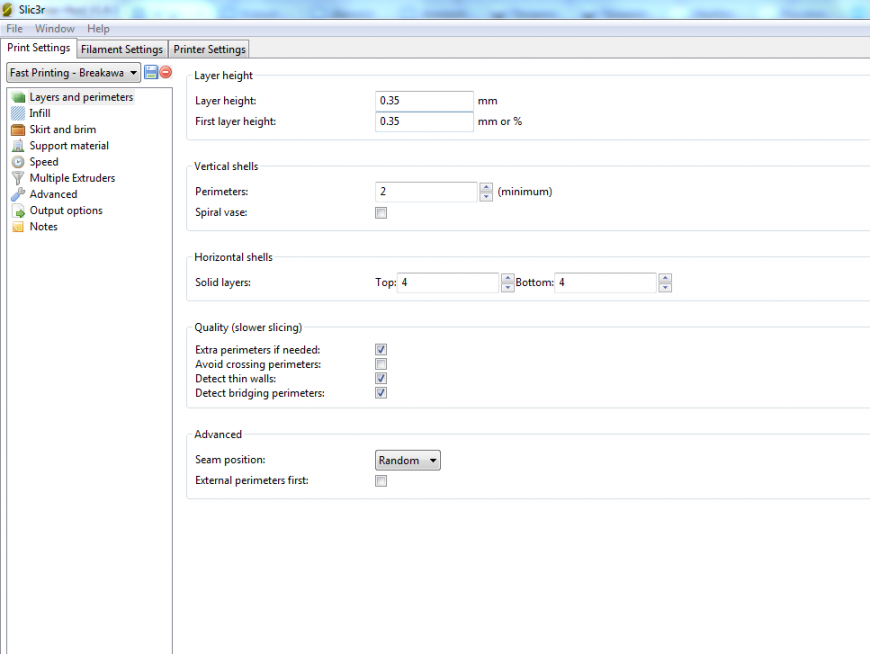
В левом верхнем углу можно выбрать готовые профили настроек.
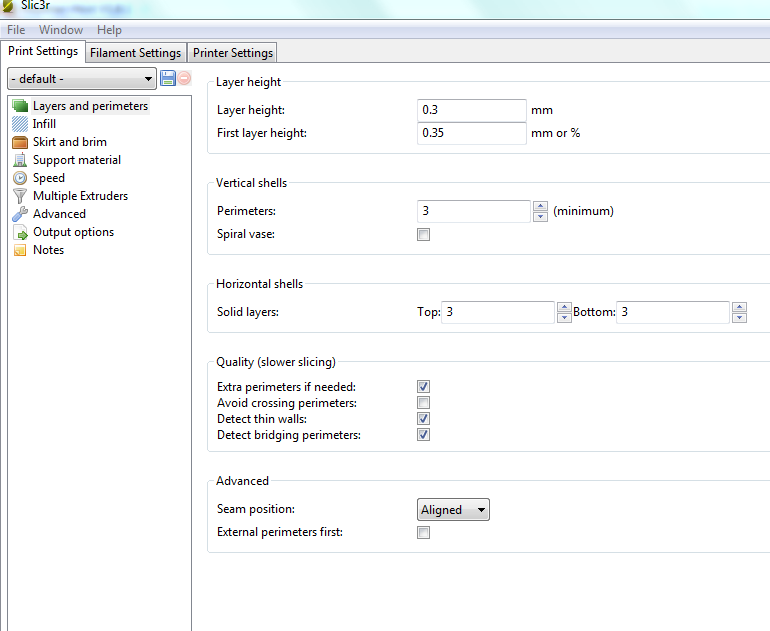
Quality ‑ качество (медленный слайсинг).
Первый пункт понятен всем
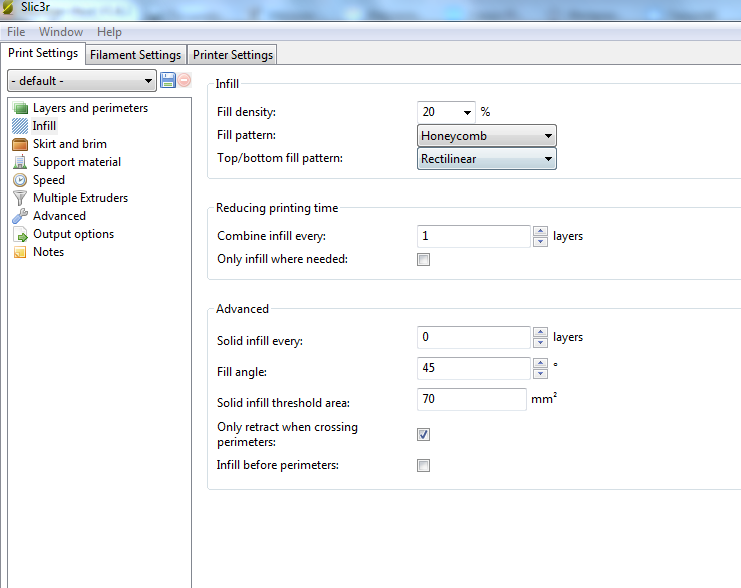
Следующий пункт относится к экономии времени печати.
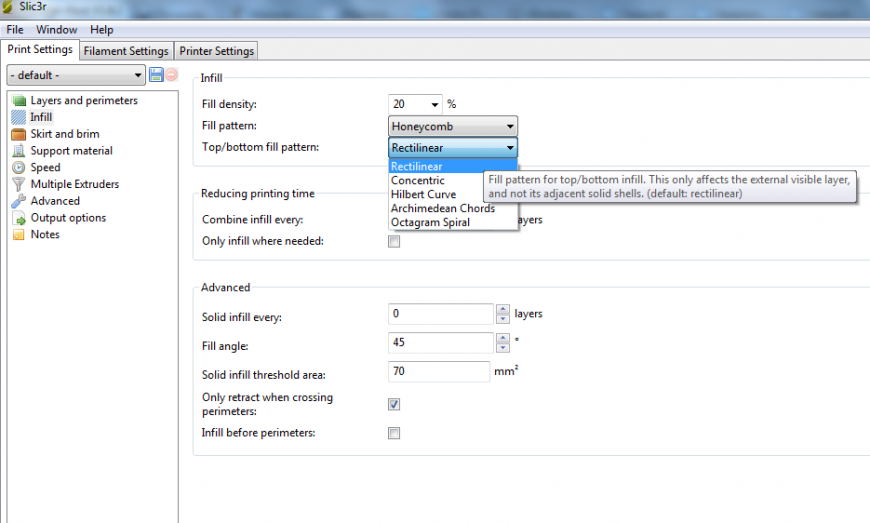
Reducing printing time
Solid infill every – печать горизонтальных перегородок поверх заполнения через указанное количество слоев (по умолчанию выключен).
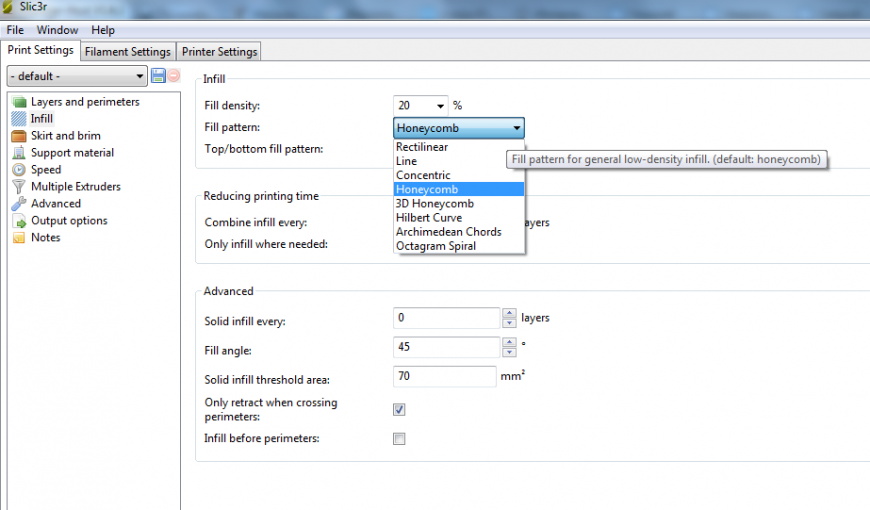
Fill angle – угол печати сетки заполнения (по умолчанию 45 градусов).
Solid infill threshold area – заполнение площади меньше указанной будет производиться 100% заливкой.
Only retract when crossing perimeters – ретракция только тогда, когда идет обход периметра (по умолчанию включен).
Infill before perimeters – сначала печатается заполнение, а потом печатаются слои периметра (по умолчанию выключен).
-Юбка (печать контура вокруг модели. Позволяет оценить калибровку и ‘разрабатывает’ сопло перед печатью, чтобы увидеть равномерно ли поступает пластик) и брим (дополнительная окантовка первого слоя, для повышения адгез
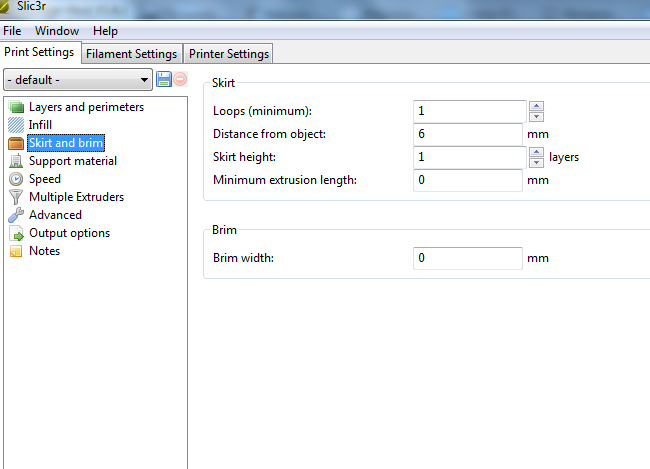
Loops – минимальное количество проходов ‘юбки’ вокруг модели.
Distance from object – расстояние от окантовки до модели.
Skirt height – высота ( в слоях) ‘юбки’.
Minimum extrusion length – минимальное количество пластика в мм., которое будет потрачено на печать юбки.
Brim width – ширина брима (в мм) вокруг модели. Учитывайте, что этот параметр должен быть меньше Distance from object.
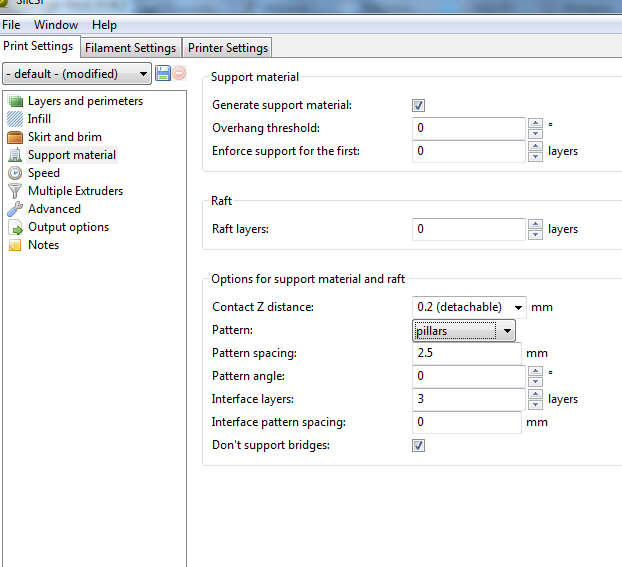
Generate support material – Включить/выключить печать поддержек.
Overhang threshold – Угол наклона боковых стенок, с которого начинается формирование поддержек. Рекомендуется от 65 градусов и более.
Enforce support for the first – Генерация поддержек до указанного слоя модели независимо от угла стенки. Нужно для повышение адгезии у моделей, у которых маленькая площадь соприкосновения с рабочим столом в нижней части.
Raft layers – печать плота.В параметрах указываем количество слоев печати. Плот обычно служит для печати на перфорированных столах и нивелирование неточной калибровки рабочей поверхности.
Options for support material and raft ‑ опции для поддержек и рафта.
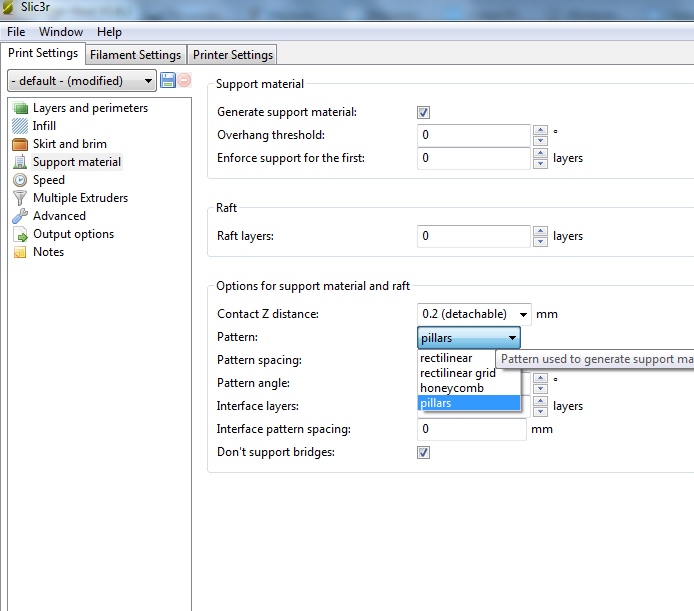
Pattern – узор по которому печатаются поддержки (на рисунке варианты).
Pattern spacing – расстояние между линиями поддержки и рафта в мм.
Pattern angle – угол печати поддержки и рафта.
Interface layers – количество слоев между объектом и материалом поддержки.
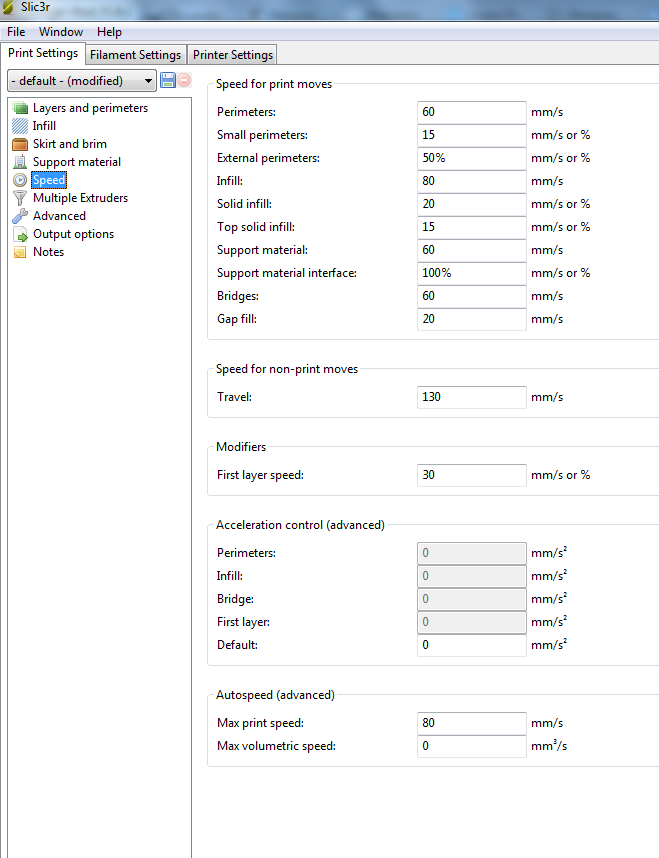
Perimeters – скорость печати слоев по внешнему контуру модели. В зависимости от модели и принтера 30-80 и более. Основной параметр скорости печати.
Small perimeters – скорость печати маленьких периметров (менее 6,5мм). Можно выставить в мм/сек или % от основной скорости.
Infill – скорость печати заполнения. Можно выставить в мм/сек.
Solid infill – скорость печати сплошного горизонтального заполнения. Можно выставить в мм/сек или % от основной скорости.
Top solid infill – скорость печати верхней поверхности модели. Можно выставить в мм/сек или % от основной скорости
Support material – скорость печати поддержек. Можно выставить в мм/сек.
Gap fill – скорость заполнения небольших поверхностей. При быстрых зигзагообразных движениях, могут возникать колебания. Чтобы этого избежать, ставят этот параметр меньше основной скорости. Можно выставить в мм/сек.
Travel – скорость перемещения экструдера при позиционировании без печати.
First layer speed – скорость печати первого слоя. Можно выставить в мм/сек или % от основной скорости.
Perimeters – ускорение печати слоев по внешнему контуру модели.
Infill – ускорение печати заполнения.
Bridge – ускорение печати мостов.
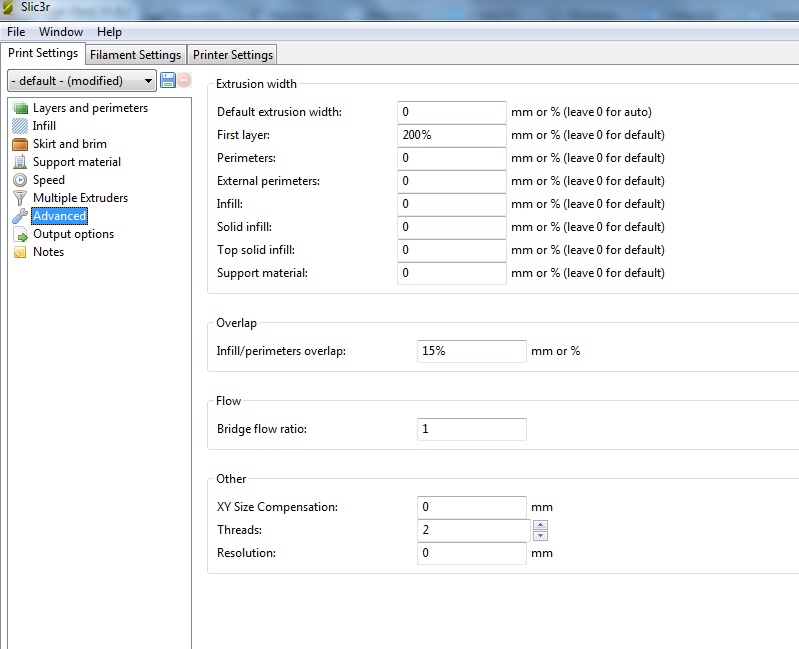
Default extrusion width – ширина печати в мм. Если установлен ‘0’, то слайсер автоматически настраивает этот параметр в зависимости от принтера.
Bridge flow ratio – подача пластика при печати мостов.
Threads – количество потоков для обсчета слайсинга. На мощных компьютерах можно запускать обсчёт сласинга в несколько потоком, что уменьшит время слайсинга. Но увеличит нагрузку на процессор и занимаемый объем памяти компьютера.
Resolution – минимальное разрешение деталей модели для слайсинга.
Остальные параметры в принципе вам не нужны.
Перейдем к следующей закладке, настройкой параметров в которой и можно в большинстве случаев и обойтись.
Это настройки параметров печатных материалов или
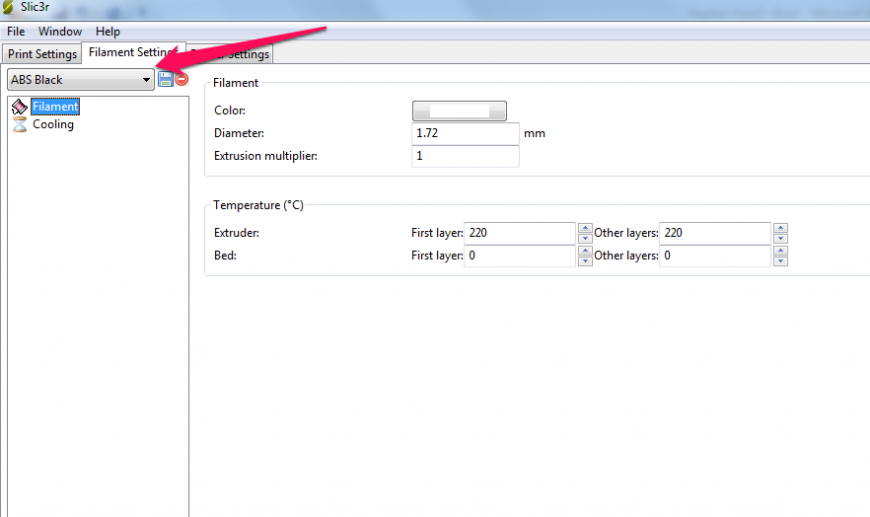
В левом углу (указанном стрелкой) можно выбрать готовый профиль. Настроить его или создать и сохранить свой.
Diameter – диаметр пластиковой нити в мм.
Extruder – температура экструдера для первого слоя (First Layer) и последующих слоев (Other Layers).
Bed –температура стола для первого слоя (First Layer) и последующих слоев (Other Layers).
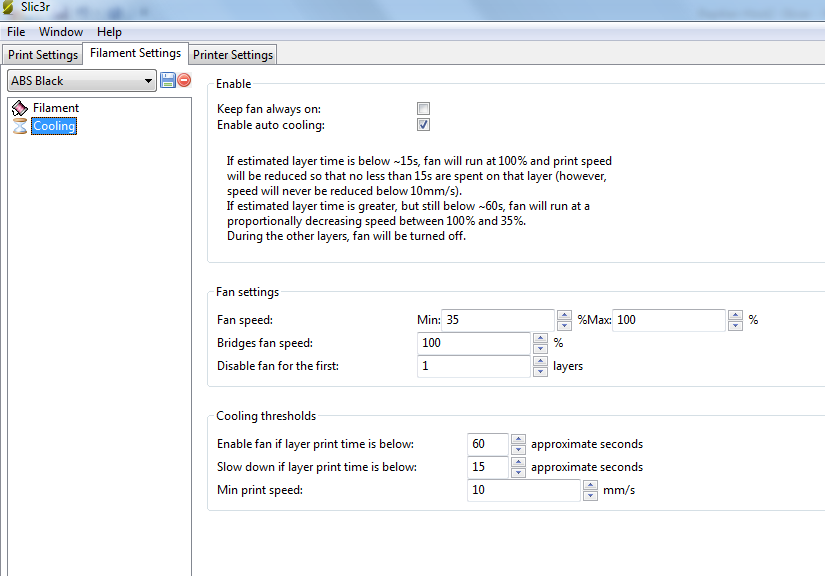
Keep fan always on – вентилятор включен всегда.
Enable auto cooling – вентилятор включается автоматически (да – для PLA, нет – для ABS).
Fan speed – скорость обдува минимальная (Min)и максимальная (Max).
Bridges fan speed – скорость обдува при печати мостов (проценты от максимальной мощности).
Disable fan for the first layers – отключение обдува для указанного количества слоев, начиная с первого.
Enable fan in layer print time is below – включение обдува, если печать слоя занимает больше указанного количества секунд.
Slow down if layer print time is below – замедлить печать, если время печати слоя меньше указанного количества секунд.
Min print speed – минимальная скорость печати.
Слева вверху (куда указывает стрелка) можно выбрать, изменить и сохранить с собственным названием несколько профилей для разных принтеров.
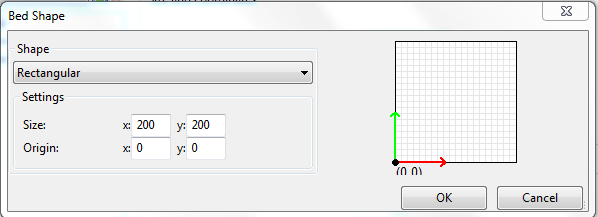
Z offset – смещение по оси Z (не трогаем, если не понимаем зачем).
Extruders – количество экструдеров.
G-code flavor – выберите тип 3D принтера для генерации G-кода. В зависимости от типа принтера (RepRapMarlin/Sprinter/Repetier)
Остальные параметры большинству пользователей не нужны. А тем, кому не нужны, не будут читать эту статью.
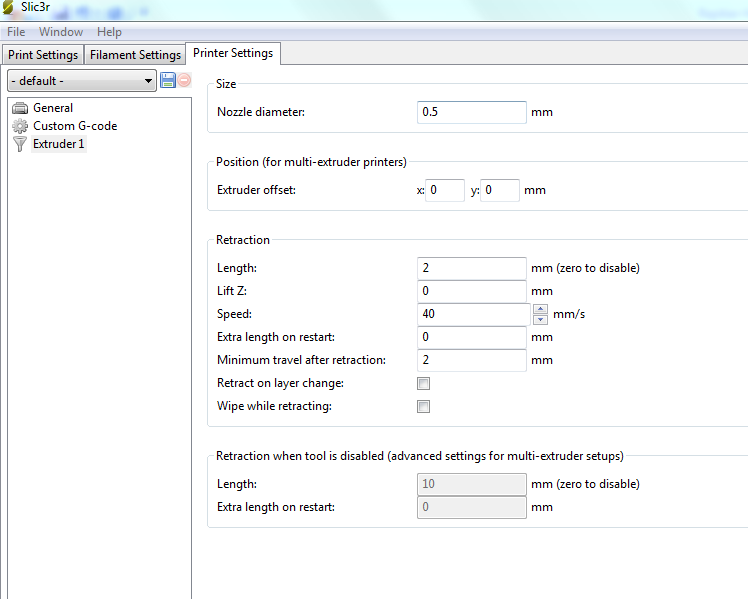
Nozzle diameter – диаметр сопла, мм.
Extruder offset – смещение экструдера по осям Xи Y (актуально только для принтеров с несколькими экструдерами, не используем).
Length – длина ‘втягиваемой’ нити.
Lift Z – приподнимание сопла на определенное количество мм. при перемещении экструдера без печати.
Speed – скорость ретракта.
Extra length on restart – длина выдавливаемого пластика перед возобновлением печати, после работы ретракта.
Minimum travel after retraction – минимальное расстояние перемещения для включения ретракта.
Retraction layer change – включить ретракт при переходе со слоя на слой.
Wipe before retract очистка сопла после ретракта.
Далее идут параметры для многоэкструдерных принтеров, при смене экструдера. Аналогично вышеуказанным.
Вот такая получилась статья. Мы надеемся, что она послужит толчком для освоения данной программы тем пользователям, которых страшит большое количество параметров и отсутствие русского языка.
И подписываемся на наши группы в соц.сетях:



